Rebuilding
Samson's Tailstock
© Frank Ford, 2009, Photos by FF
About six weeks ago, the tailstock on TechShop's 30-year old Samson lathe finally had enough. It had been jammed, hammered and otherwise abused so much by novice machiners that the hand wheel became dislodged as its retaining pin broke.

Check out these two shots as I lull gently on the hand wheel:


Despite having nearly 1/2" end play, this poor little fellow was being used because that little pin inside had jammed to the extent that the hand wheel still grabbed onto the shaft - sort of.
Rather than tackle this job at TechShop, I took the tailstock off and broght it home to my shop, where I knew I had all the equipment and tooling necessary to fix it up.
"Step A" was to disassemble the entire thing and give the parts a good bath in solvent to clean off decades of crud:

Now, at least, I was able to see the condition of the parts:

I used a flat machined piece of steel wrapped with 600 grit abrasive paper to gently clean and level the mating surfaces of the upper and lower casting:

OK, here's a good look at the hand wheel hub and the shaft with the sheared off pin:

The broken pin messed up the hole in the hand wheel hub a bit, but only at the end, so there wasn't any damage to repair on the hub.
That little pin was so boogered up and jammed into the hole that it took a gear puller to get the two apart:

First, I wanted to pull that pin out, but it was so mashed into the hole it didn't want to budge. So I made myself a little flush cutting puller by grinding this small end nipper:

Then I had a nice little biter that would grab the pin even though there was so little of it sticking up out of the hole in the shaft:

By rocking the cutter against the shaft I got some good leverage to extract the pin:

My plan was to covert the assembly to a keyed one, and that deep hole was right at the end of where I wanted the keyway, so I cleaned the pin and the hole with acetone, and cemented the piece right back in place with some of that strong green Loctite bearing retainer compound:

The
stuff sets up quickly, so it was not long before I had the shaft in my mill
vise. I ran a 3/16" groove .875" along the length, .150" deep:

If you look really closely at the lower end of the keyway, you might be able to see the end of the original pin down in there:

I could have broached the keyway in the hub, but since I had this nice stiff 3/16" end mill ready to go and the hub had lots of extra material, I chose to mill the slot:

With the extra depth of the slot I figured it would be no problem to have a rounded key. I took it in small bites, about 1/8" vertical depth on each pass to avoid deflection of the cutting tool.
Making the rounded key was my next task - starting by squaring up a piece of steel stock, cutting to length, thickness and height:

Now, the ends of the key don't have to fit perfectly - in fact only the sides do, and that was easy because both slots were cut with the same bit. I rounded over the ends by hand filing until I got the key to go into the shaft slot with a light press fit:

To round over the length of the top of the key, I used a 45 degree cutter and made passes on each side, until I had three equal facets on the top of the key:
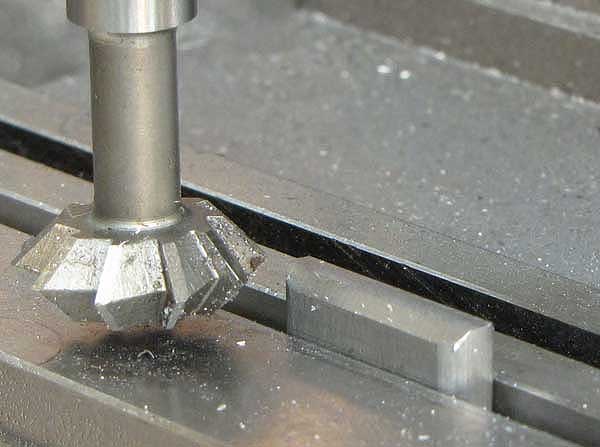
That made rounding over go quickly and easily with a file:

After a couple of minutes I had a respectable rounded key:

I got a a nice sliding fit into the hub of the hand wheel:

Now, the assembly was ready to go.
But, the tailstock offset adjustment screws had been mistreated, too. Wrong size screwdrivers and sloppy technique had taken their toll:

Using a 1/16" slitting saw, I cleaned up and deepened the slots:

Notice the arching piece of brass shim stock - it's there to keep the threads
from getting mashed by the hardened vise jaws.
A quick trip on the lathe gave the screw heads a nice finish:

See? Not bad:

Back in the casting, they look ready for work:

The last item was the thin washer under the tailstock locking clamp. It lives below the ways, and nobody sees it as it gets more deformed with each use:

Not exactly the right washer for the job, it was bent badly and half chewed-through.
Here's the new 3/16" thick beveled steel washer I made on the lathe:

This one won't deform:

7/17/09 - The tailstock is back in service on the Samson lathe, and ready to do some work.