For Rambold
A Special Step Pulley
© Frank Ford, 2008, Photos by FF
Please click the small photos for a closer look.
Among the difficulties with my newly acquired vintage Rambold turret lathe was this drive pulley:

I noticed a little line on one of the sheave flanges, and sure enough it was a crack. More than that, it was a piece broken off and stuck back on with epoxy. I tested it by pressing with my fingers, and "tink" - the broken piece fell to the floor. I was up for another little adventure so I decided to make a new pulley rather than trying to fix this old one.
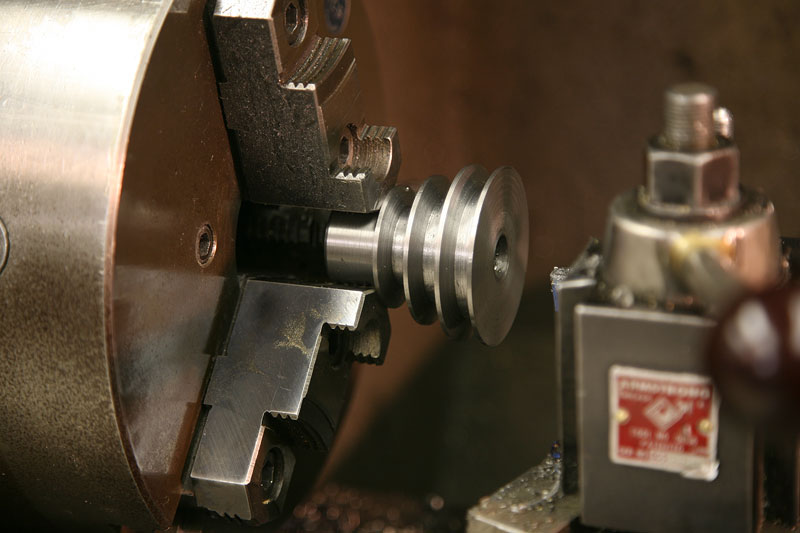
I've been a member of the TechShop for about a year and a half, so I went over to use the nice 15" Clausing Colchester lathe there. In my scrap bin, I'd found a nice piece of 3" cold rolled steel, which I chucked up in the lathe:

I made the entire pulley without removing the stock from the chuck to keep concentricity with minimal effort.
Facing the end:

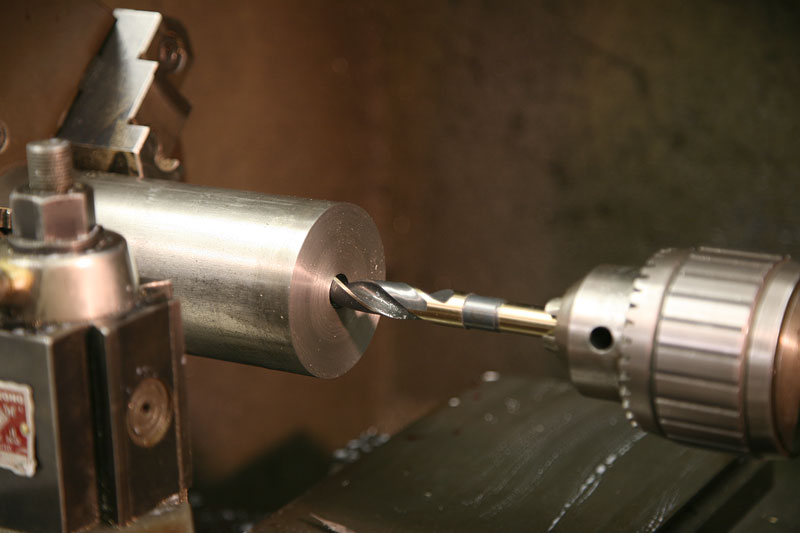
Center Drilling:

Drilling to 3/8 inch:

Drilling to 5/8 inch:
Boring:

I took it a teeny bit at a time, until a .630" plug gage fit nicely in the hole:

Rambold had a 16 mm motor shaft on its German made "Kaiser" motor - just a bit over the usual 5/8" on American ones.
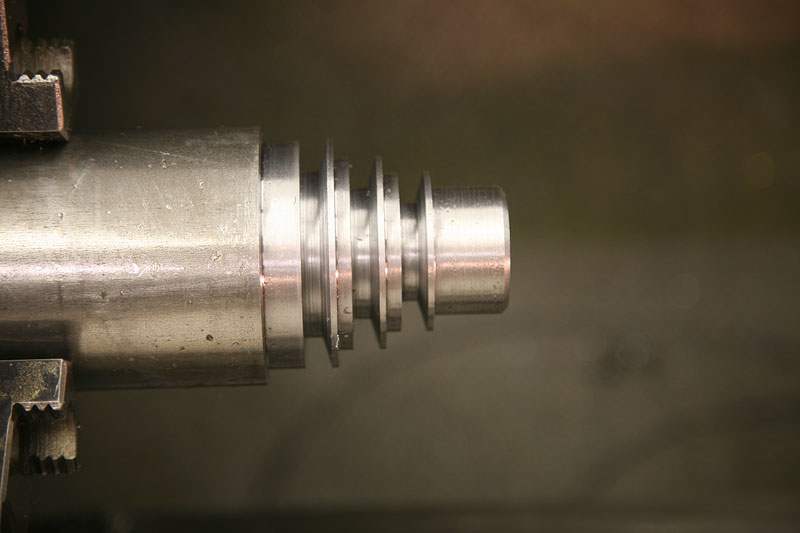
Next, I turned the steps, matching the outer diameter and width of the sheaves on the original pulley:
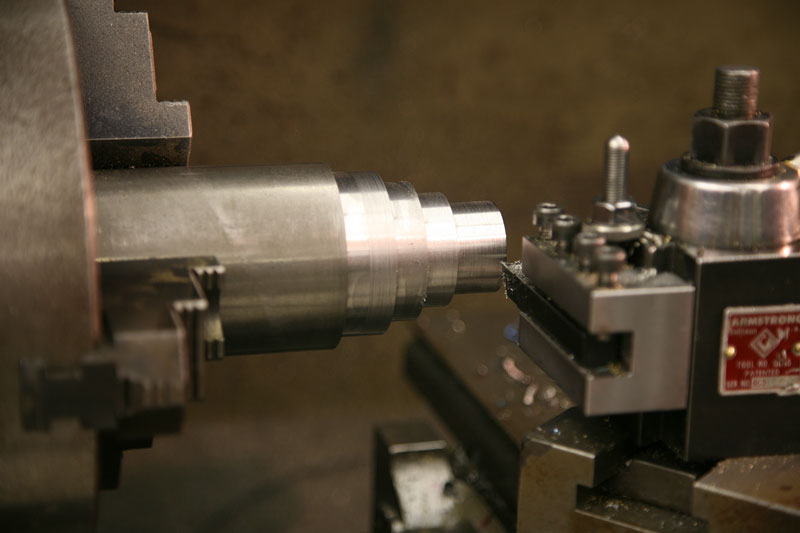
The original pulley was a press fit on a keyed shaft. I figure the last person to work on Rambold tried to take it off with a gear puller, breaking the sheave in the effort. My pulley would have set screws, so I left some extra diameter on the end.
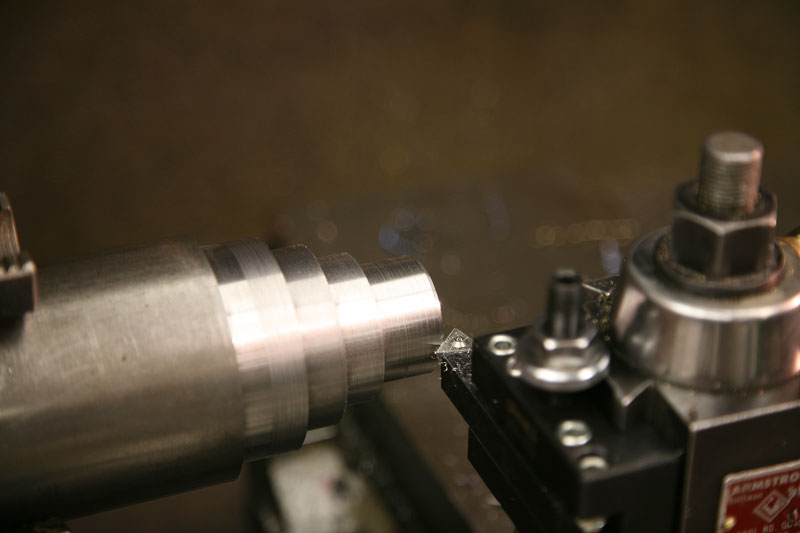
Cutting a nice bevel on the end of the pulley:
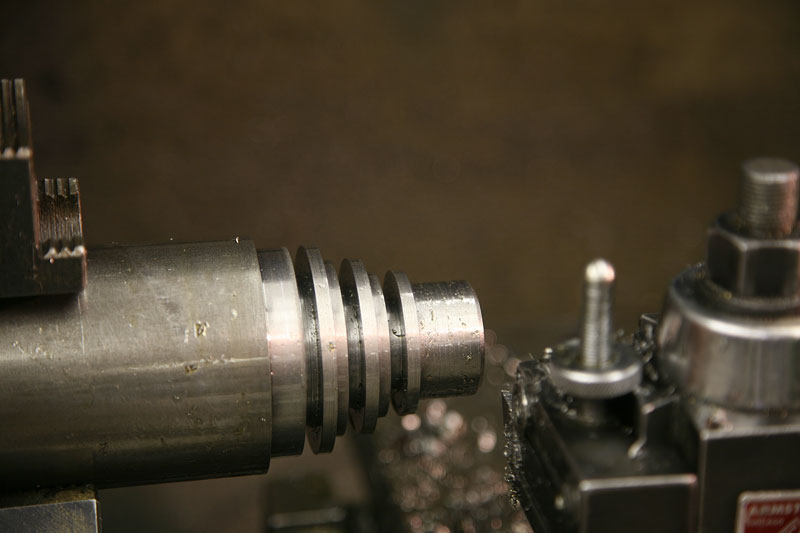
Cutting preliminary grooves to depth with a 1/8" parting tool:

Progress so far:
To cut the sides of the pulley sheaves, I set the compound over to the appropriate angle - measured from the original, and cut all the right hand tapers with one setting, then the left, using the same parting tool:

The now basically finished pulley:
Parting off heavy steel isn't exactly my favorite lathe job, so I cut a groove with the parting tool, set so I'd be leaving just a bit of extra material on the pulley:

With a nice guide groove cut in the steel, I walked across the shop to the band saw with confidence that I'd cut it nice and straight:

Now, with the pulley reversed in the lathe, I faced the end:
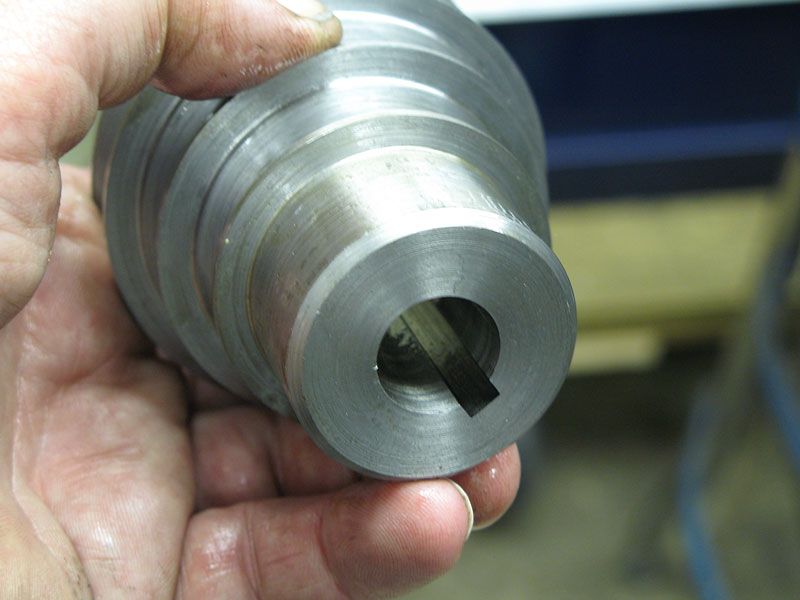
Once again resetting the compound to an angle, I bored out a tapered section that would hang outboard from the end of the motor shaft. By doing so, I'd make it much easier to cut the keyway.

It may look like a boring bar, but this is my keyway cutter. It's a piece of 1/2" drill rod with a chip of an old high speed steel lathe bit held in place with a 1/4-20 cap screw:

With the pulley set in the milling vise and the cutter centered and facing directly forward, I stroked the quill up and down, moving the table about .001" for each stroke:
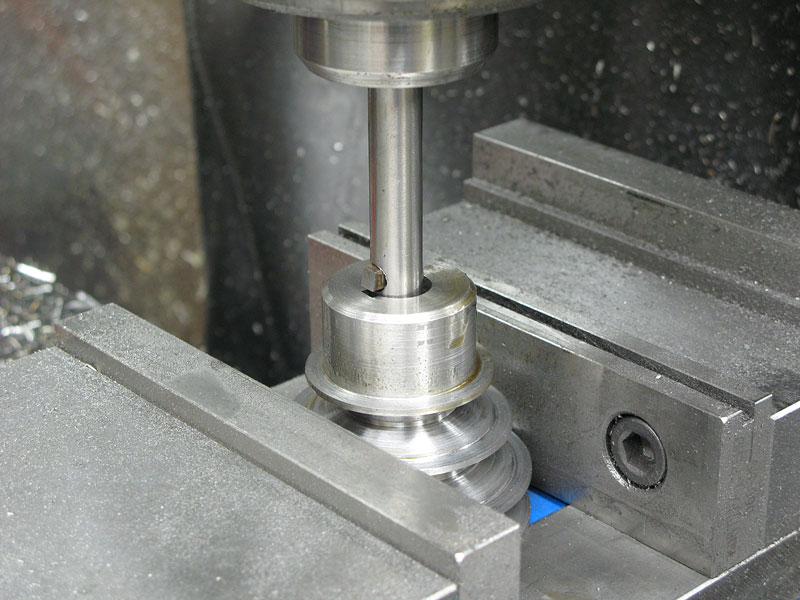
It takes surprisingly little force to accomplish this task as long as each "bite" is that small, so there was no need for any special fixturing to hold the pulley. The vice jaws were not very tight, and there was no real sign of clamping pressure on the pulley after I removed it.
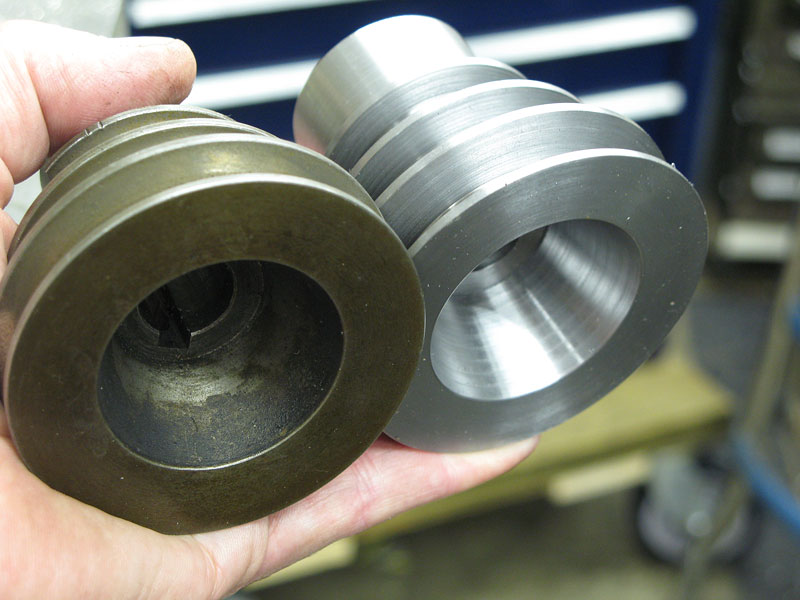
It seems I forgot to take any pictures of drilling and tapping for the set screws, so here's the finished pulley:

Alongside the original
Mounted in place on the old motor:
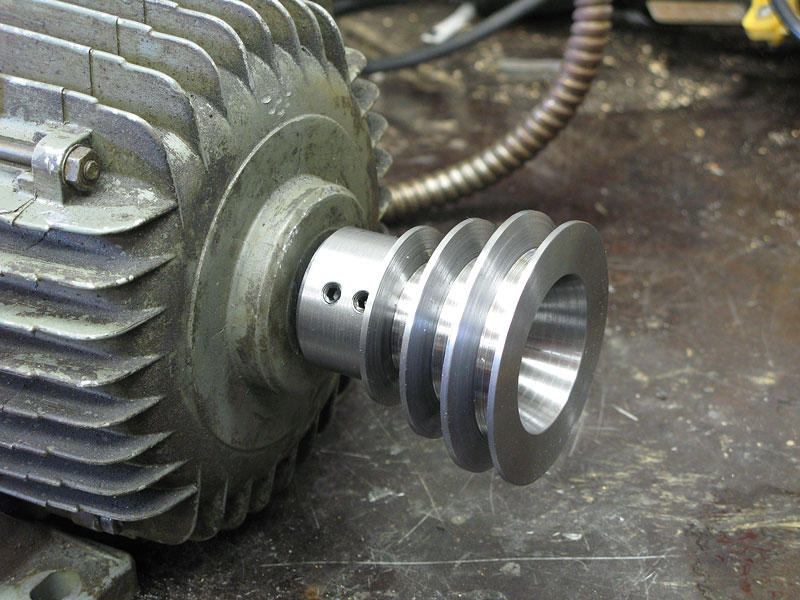
During my efforts to rebuild the Rambold, I did various jobs out of sequence. It would have been good to have known that there was a problem with the high speed windings on this peculiar motor before I made the replacement pulley. While it ran just fine, it turned out to have very little torque at high speed. It's a two-speed motor - 850 RPM and 3450 RPM, and of course, the step pulleys are setup for that speed range. After trying to find a replacement motor with similar speeds, I finally switched to a new three phase motor and VFD. So, now I have a dead motor and a really cool pulley that doesn't fit anything. . .