For Samson
A New Chuck
© Frank Ford, 2009, Photos by FF Please
click the small photos for a closer look.
Not long ago, a TechShop member was using the 11" Samson manual lathe, and had a bit of an accident - a "crash," in fact. A nasty but generally not terribly dangerous mistake, this was one of those common miscalculations, where the compound slide met the rotating chuck unexpectedly. I suspect it's fairly rare for a crash like this to cause bodily injury to people in the room, but it surely makes a loud noise, and nearly always breaks something - sometimes something big and expensive. This time, the rotating chuck jaw took a small bite out of the compound slide - just a bit of cosmetic damage.
The chuck was the part that received a fatal blow. The jaw hit hard enough to chip out some teeth on its bottom, and make a bit of a mess out of the chuck body as well. Here's the broken jaw:

Abe and I rummaged throught the Enco catalog and found a suitable imported replacement chuck and, wanting to save TechShop a bit of cash, we figured on using the original chuck's mounting plate. In retrospect, it was a bit of false economy, but then I was looking for a project, and it's all part of the learning process, dontcha know.
The new chuck and the old adapter plate:

Well, nothing matched up, of course. When I placed the old adapter on the back of the chuck, I could move it laterally about 1/16" right and left because the diameter of the raised portion of the plate was almost 1/8" smaller than the new chuck's recess:

As I looked at the back of the new chuck, I noticed that instead of six nice big fat mounting screw holes, there were three that I could only describe as "weenie" by comparison. (Dave Berry says you should always try to use "weenie" or "booger" as often as possible whenever you write.) So I thought I'd want to redrill the chuck body to match the six holes in the plate. Well, that didn't quite work out because the bolt hole circle was just smaller enough that the holes would break through the inner part of the chuck casting. So, it would be six new holes in both.
In order to increase the diameter of the raised portion of the adapter, I'd need to remove the current one and add some material to the plate so I could turn the new piece to the correct diameter. First, I faced off the raised section, leaving it flat across the diameter:

I chose a piece of 3/8" thick steel for new raised part, and drilled four mounting holes so I could screw it to the adapter. Because I'd be reducing the thickess somewhat, I countersunk the screw holes quite deeply:

Sticking the adapter plate in the mill vise, I proceeded to find center and drill both the mounting holes for the new plug, and also the ring of six holes around the perimeter.
To find center on a round thing like this, I use an edge finder to find the center of the Y-axis, by touching off the vise at the front and back jaw:


Then, once I have the Y-axis center set as zero on the DRO, I can find the edges of the round piece on the X-axis, knowing that I'll be right at the Y center as I use the edge finder:

Tapping the four center plug mounting holes:

Then, I drilled a matching ring of mounting holes in the back of the chuck:

I'd centered the chuck as I did the plate, and used the same bolt circle calculation for the placement of the six holes.
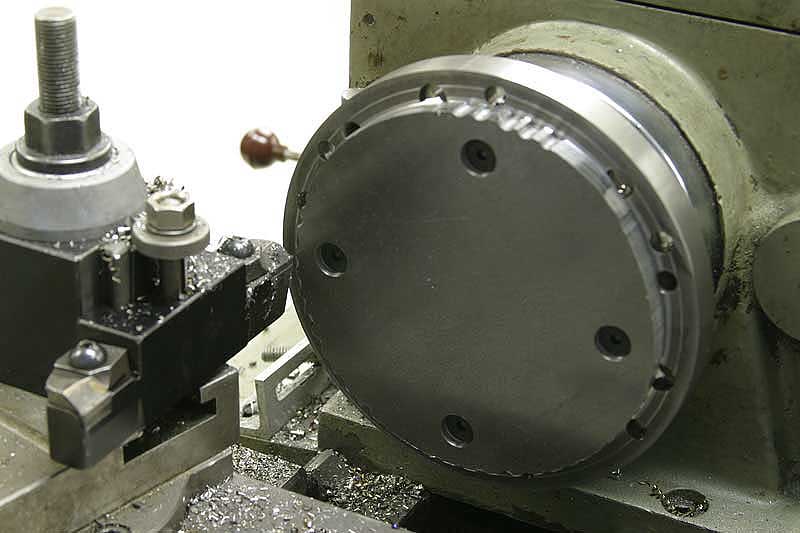
Meanwhile, I'd roughed out the plug piece by drilling a lot of clearance holes and cutting it on the horizontal band saw. Here's I'm bolting the piece to the front of the face plate which I'd mounted on the lathe:

It was a mighty bumpy ride at first with interrupted cuts until I got the piece turned nice and round, smooth, and a bit oversize for the chuck recess:
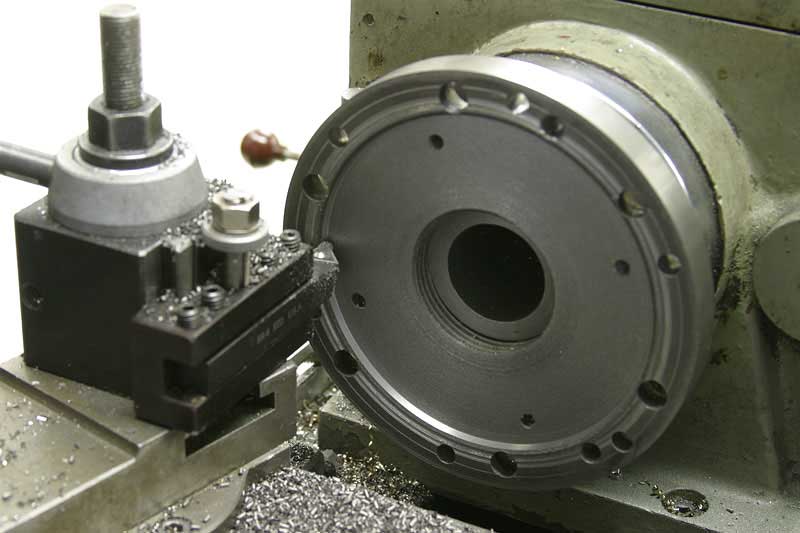
Unbolting the plug, I turned a 1/8" deep recess in the mounting plate:
As I reached the final diameter, I took tiny little cuts, trial fitting the plug piece until I got a nice tight fit.
Then, I bolted the plug in place for the last time. A bit of Loctite on the threads seemed like a good idea, too:

Then, I carefully cut the plug to fit the chuck, again going very slowly and creeping up on the final dimension:

The tight fitting plug makes certain that the chuck will align to center when it's bolted in place.
As you can see, I also opened up the center of the plug to allow stock to pass through. I did a final facing cut on the mating surface of the plate that would contact the back of the chuck. All through this project, I tried to keep things absolutely clean so there would be no swarf or other contamination on contact surfaces that might affect the final alignment.
The final step was to bolt the chuck up to the adapter plate and take it for a test drive.
It worked out well, and I must say I'm quite pleased with this last photo:

That's a piece of 1" diameter precision ground linear bearing shaft chucked in the lathe. Notice that the chuck is a bit of a blur because it's rotating, and the needle on the indicator is sharply in forcus because it hardly moves at all!
Good enuf for TechShop! (Nyuk, nyuk.)