
1920s
Oettinger Banjo Tailpiece Please
click the small image to get the big view
Brass Thumbscrews
© Frank Ford, 2009; Photos by FF
Today's project is a batch of small 8-32 knurled brass thumbscrews for the legendary Oettinger "adjustable fingers" banjo tailpiece found on so many of those old B&D Silver Bell Banjos. This is my second setup of the little Rambold lathe, and my first time checking out the Geometric self-releasing die head. It's a mighty cool item in itself!
Here's the finished product:
And, here's where it's used:


The new screw is on the right, alongside three originals. Nickel plating to follow, of course.
The head of the screw is 5/16 in diameter, so that's the size stock I started with. The first operation would be to reduce the diameter for threading, so I made up a little cutter to mount in the turret. I made sure the cutter would "ride" on the unturned section of the stock so it would be supported for the length of the cut. Unfortunately, I had some focus issues with the camera so I have only a few shots of making the tool.
After drilling a piece of O-1 steel and finishing the bottom of the hole with a 5/16" end mill, I drilled for the screw major diameter a short distance. Then I drilled for clearance from the other end of the rod. Then, I milled out about 1/3" of the diameter to form a cutting edge:

You can see the small diameter section here:

I milled some clearance at the top of the cutting lip:
Here's the finished tool after I made a diagonal milling cut backwards (toward my finger in this photo) to give back relief on the small cutting lip:

At this point I'd heated the end of the tool bright red, quenched in oil and toasted in the kitchen oven at 375 degrees (F) for an hour to temper it. The outside of the tool was easy to shine up but I left the inside with its crispy oil finish, except where I touched up the cutting edge with a pocket diamond hone.
I took one of the straight knurls out of my Hardinge turret knurl tool, and mounted it in a simple holder I made out of some hot rolled steel bar I had in the scrap drawer:

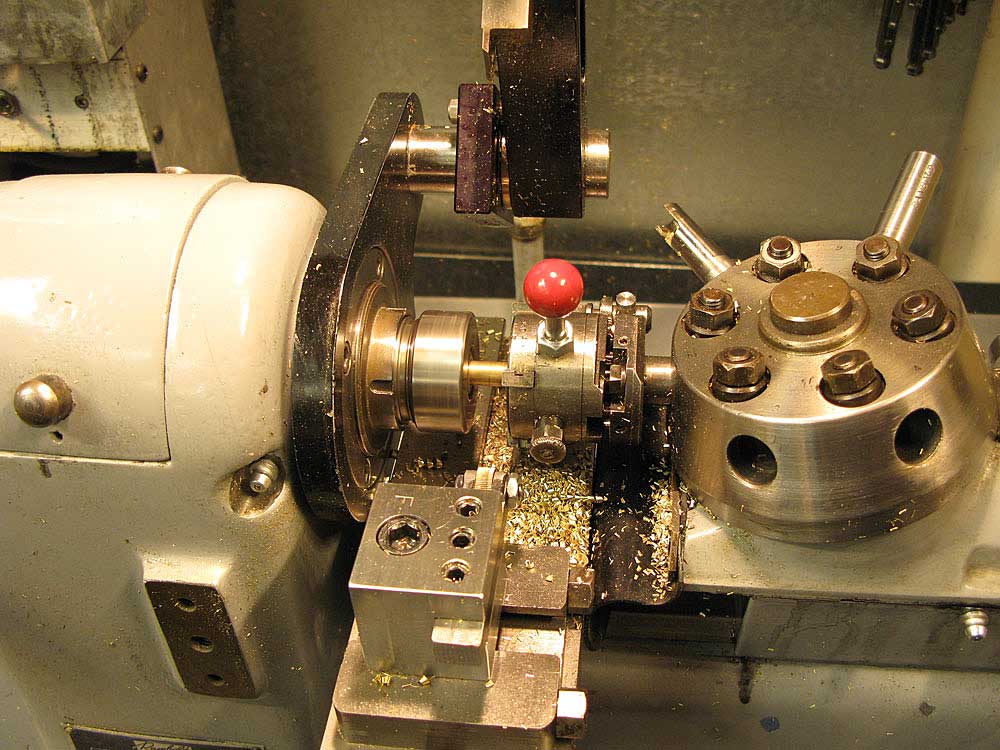
This is the die head:
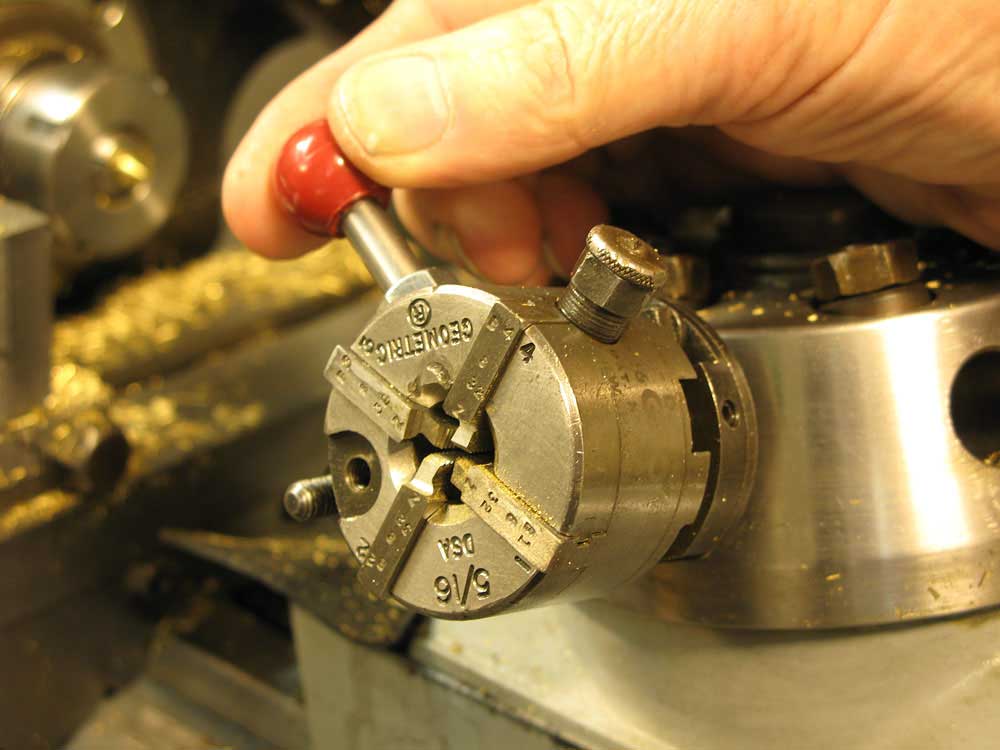
It carries four cutting blades, each of which have about a half inch of 32 pitch thread cutting teeth that are engaged when the red knob is moved counter-clockwise as seen from the front in the photo above.
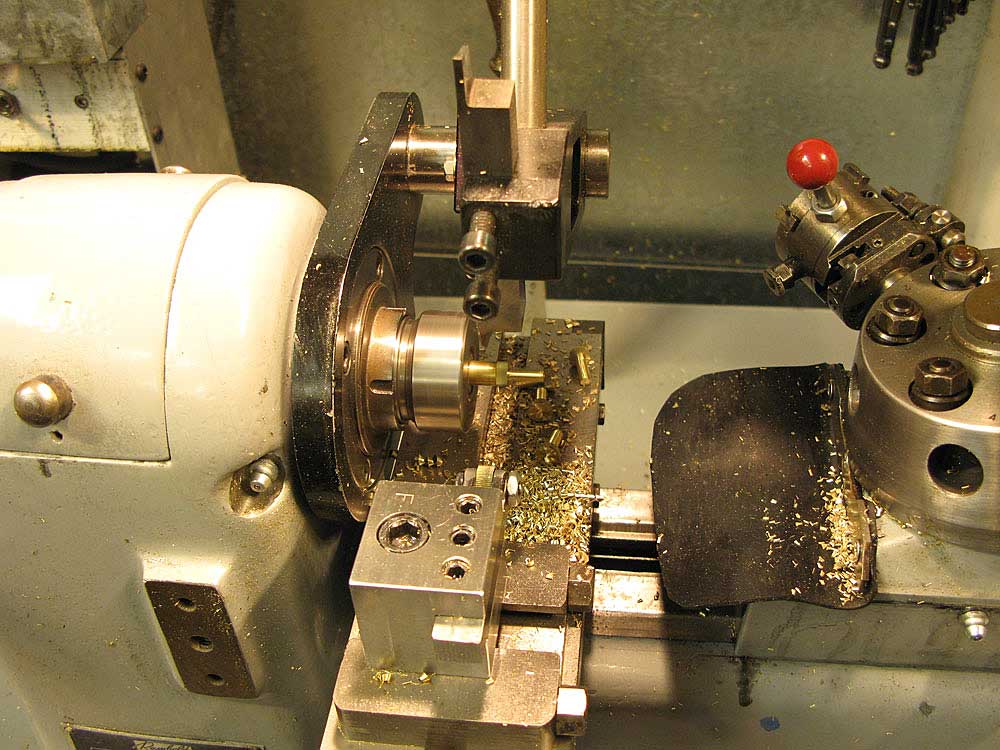
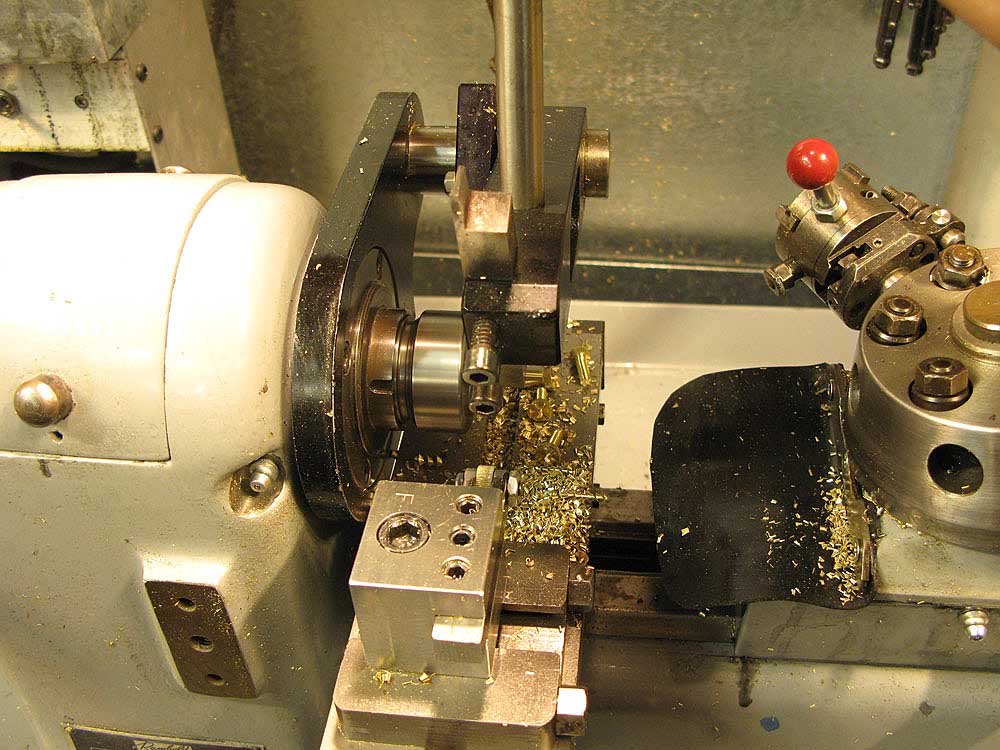
As the turret slide is advanced, it hits an adjustable depth stop, and the die travels forward a short distance, tripping the release mechanism that causes the die head to jump a fraction of a turn, opening the cutters so the head can be retracted clear of the threads.
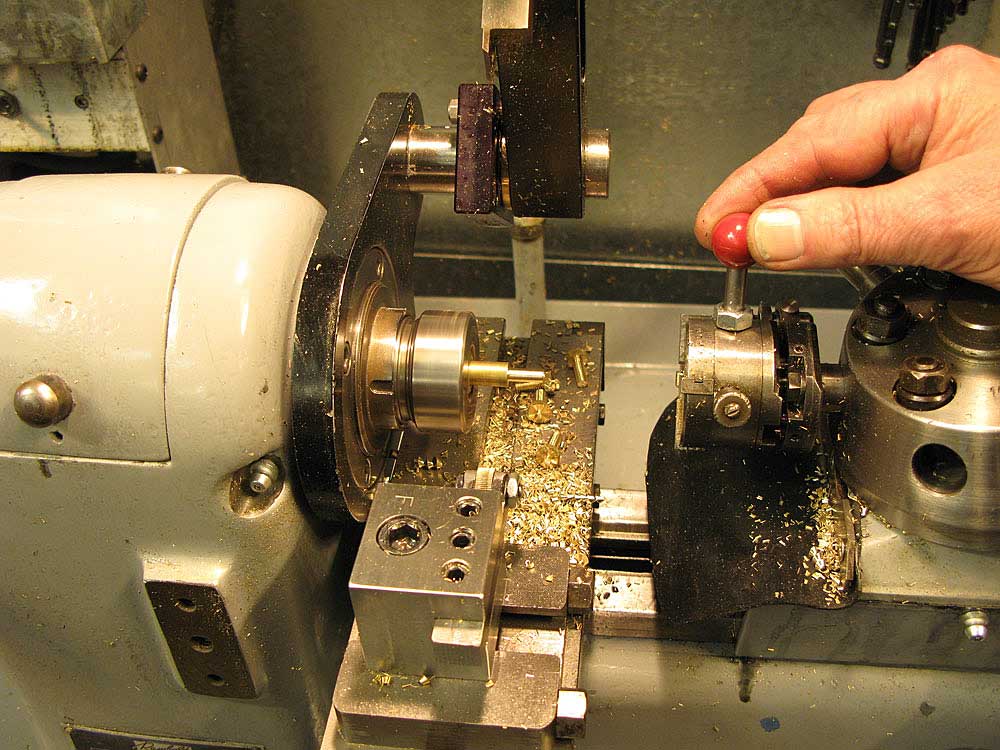
Here, I have my hand in the back of the head so I can simulate that forward motion:

And as I pull forward, the head snaps open neatly:

OK, Rambold, time to do your stuff.
Here he is, tucked in the corner of my small shop, with a slightly different assortment of tooling mounted:
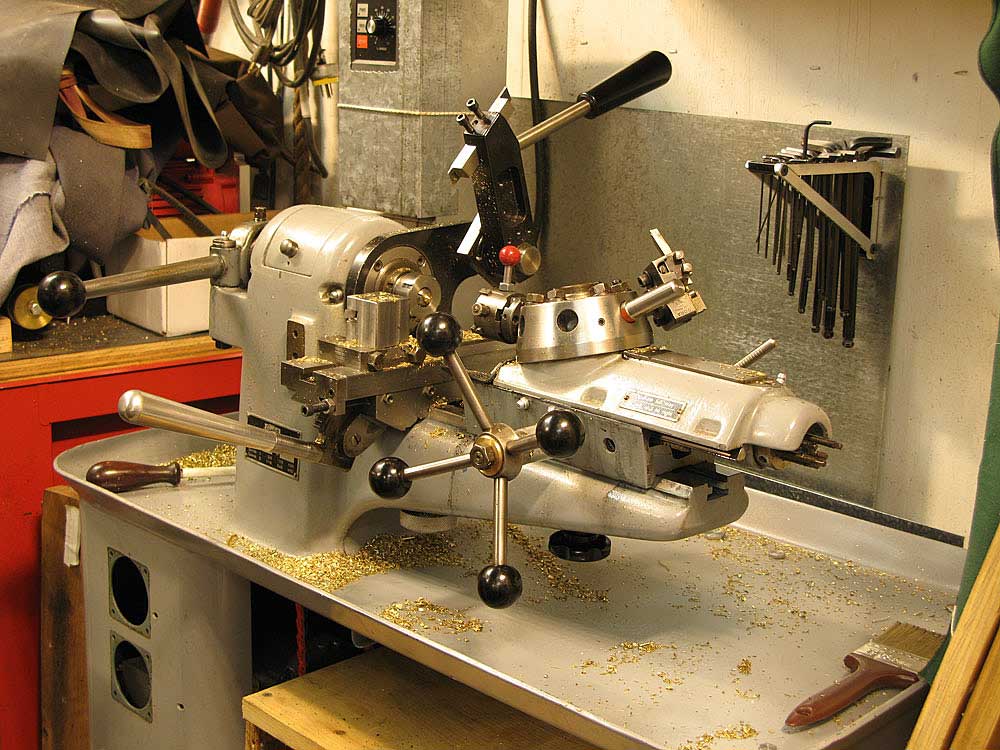
In the photo above you might also notice the hanging magnetic rack of hex wrenches - this time stuck to a piece of galvanized sheet that happens to be stashed behind the lathe.
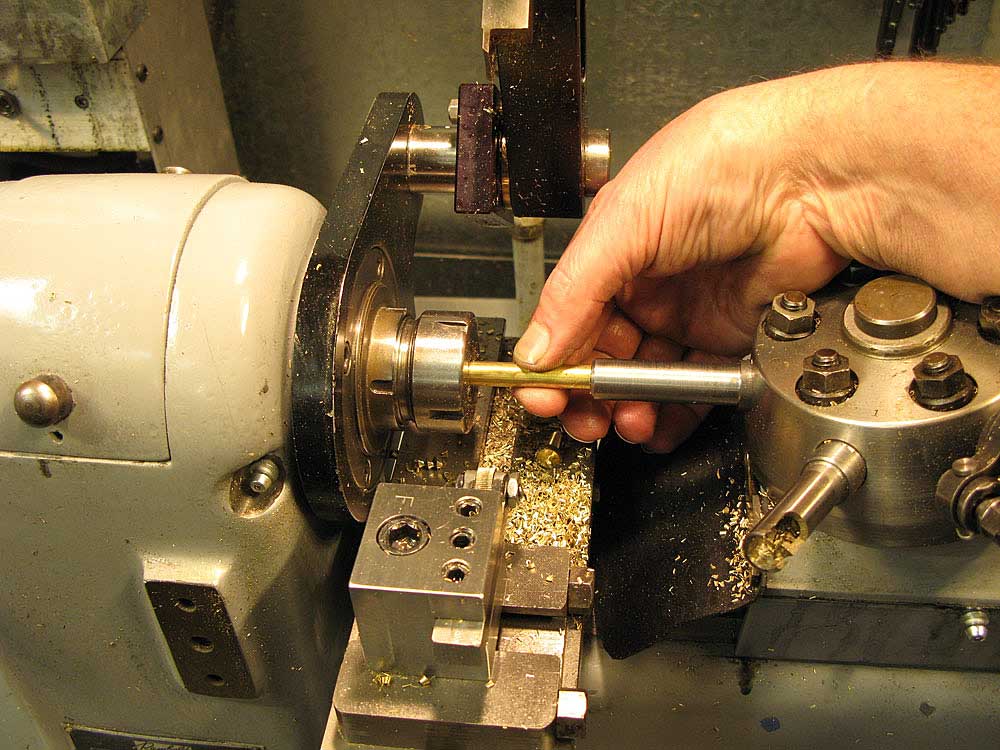
1 - slide the stock forward in the collet:
2 - Push the stock back in to exact length with the stop rod on the turret's first position:
Start up the spindle - about 1500 RPM
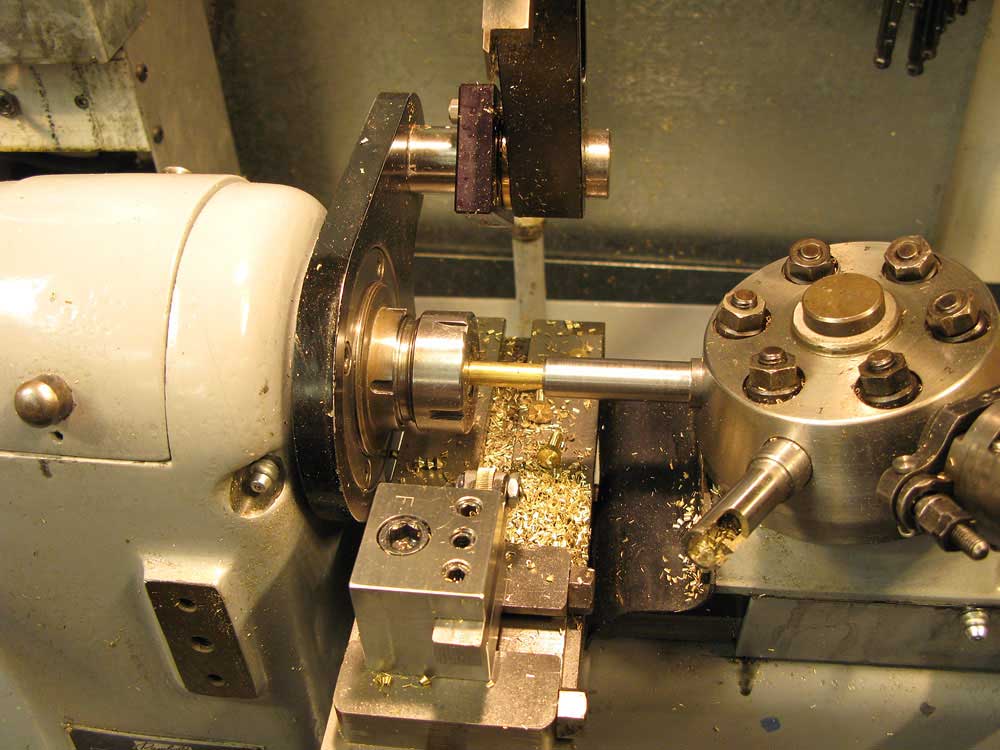
3 - Start the cutting tool in to reduce the stock to threading diameter:
3a - A the adjusted limit of the turret slide, the cut stops:
Slow spindle to about 750 RPM:
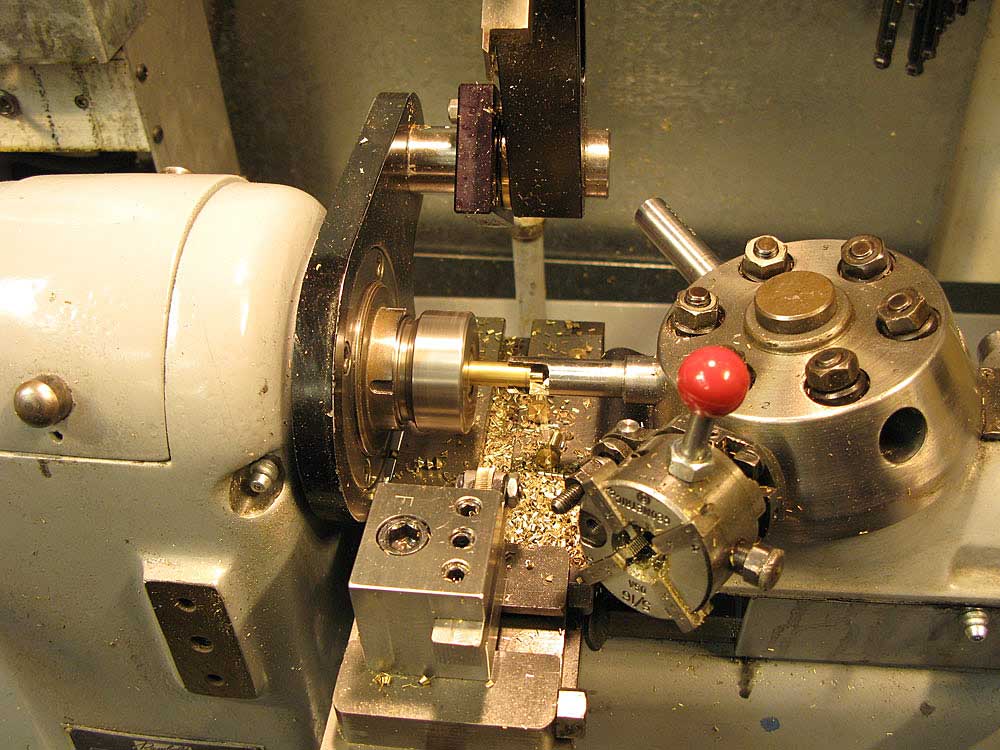
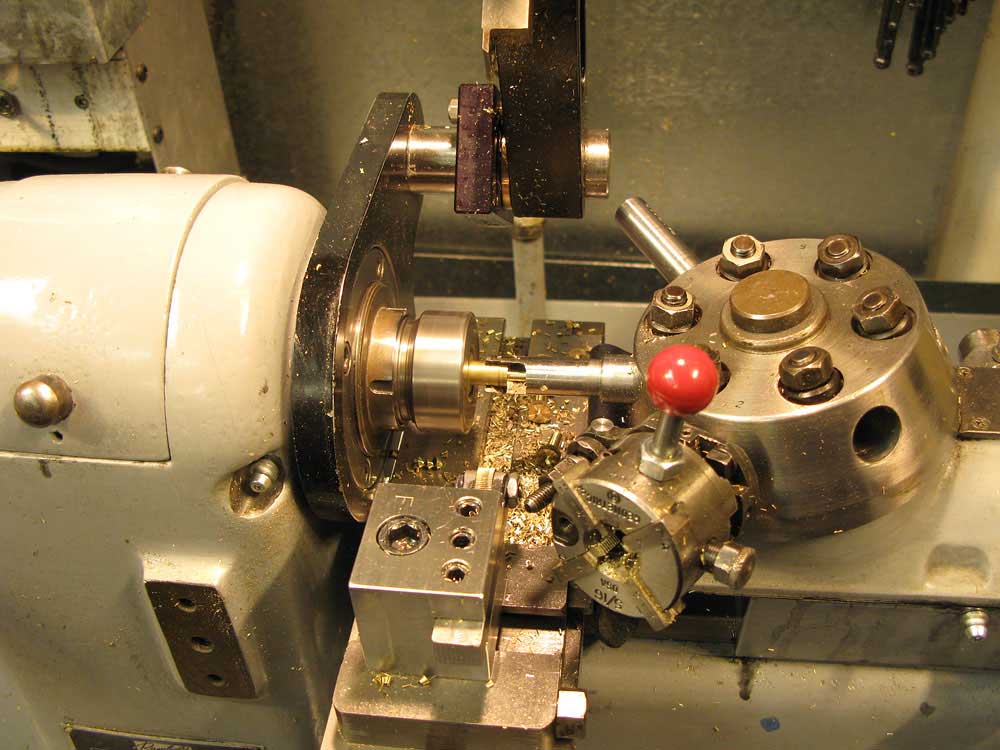
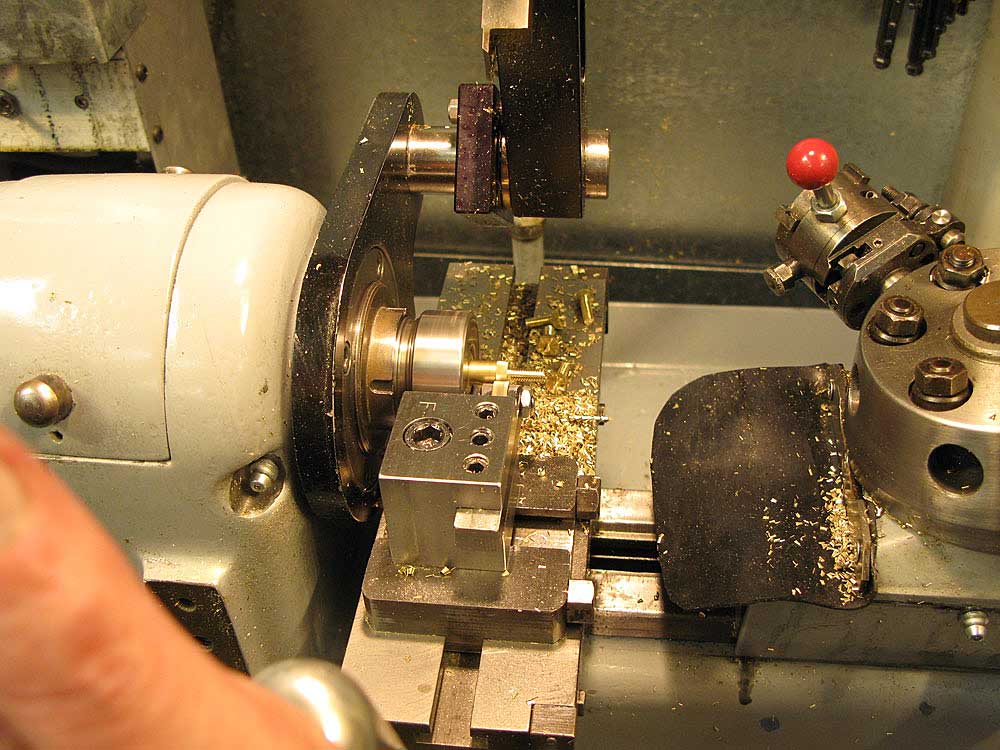
4 - Close die head for threading:
4a - Run turret slide in as die cuts threads and releases at the end of the stroke:
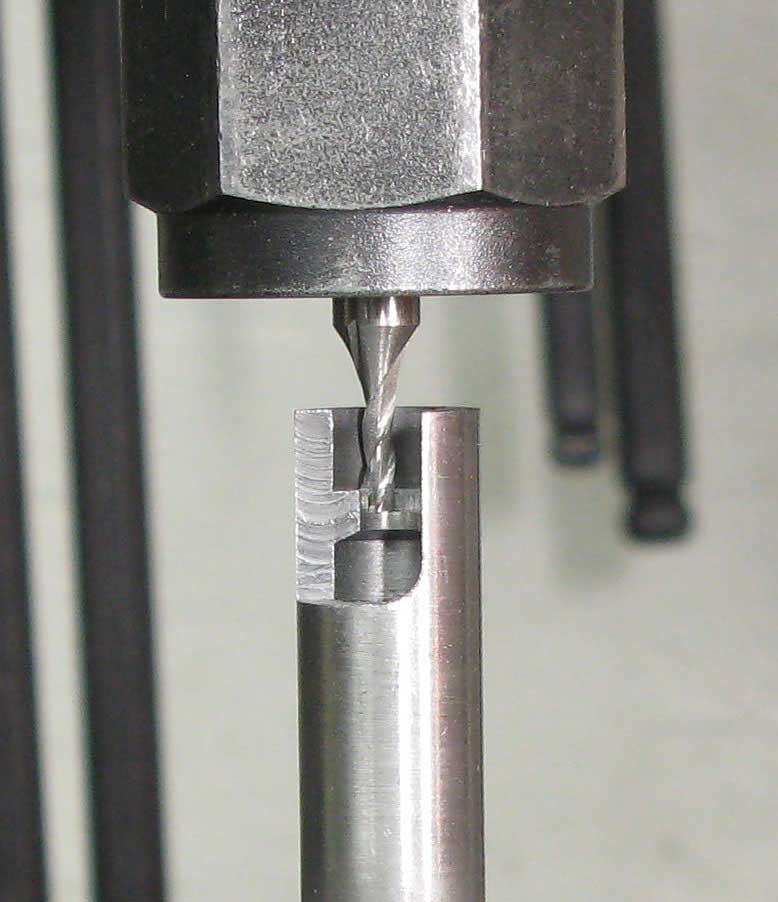
5 - press knurl into stock:
6 - Part off the finished screw:
This last operation is especially fun because I shaped the cutoff tool with a 45 degree angle:
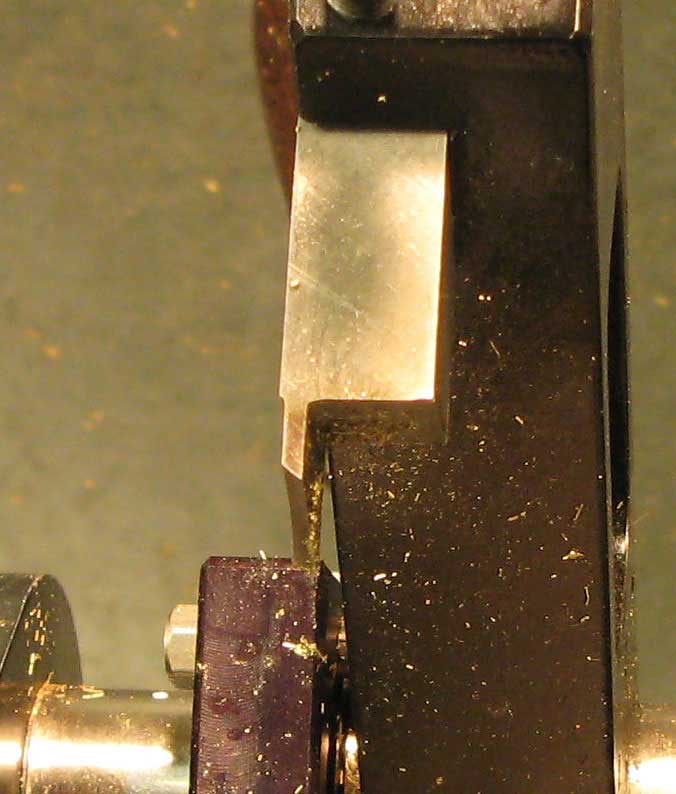
So, as the tool moves into the work, it forms a point on the brass, and the screw falls off with the tiniest little pip on the cut surface:

Then as the tool advances, it shears off that point on the end of the stock:
That way both ends of the screw come out about as cleanly cut as possible.
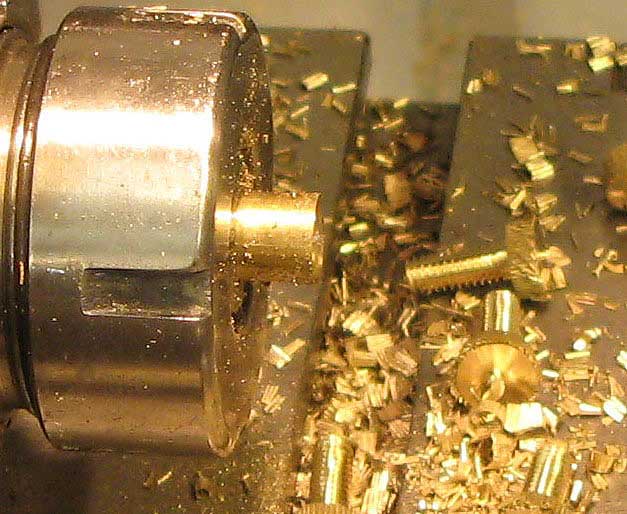
Here's the screw, right off the lathe - notice the tiny bit that needs to be removed by deburring;

Also, you can see this one has lots of shredded brass in the knurled area. That's because I ran the knurl "dry" for photographing - you can see the movie on YouTube - titled: Rambold Turret Lathe.
Here's the the batch:

It took only a few strokes for each screw on a piece of 1200 grit abrasive paper lubricated with kerosene to remove the bur on the end:
And, a day in the tumber to finish the job:

