
Correcting an eBay
"oops"
Two Jaw Chuck
© Frank Ford, 2006; Photos by FF
I got it cheap and the two jaw chuck looked about right in the blurry eBay photo, but when it arrived it had a threaded back plate instead of the 4 degree Hardinge taper I need for my lathe. I hadn't asked the seller, so naturally it was my responsibility for the mistake. But as I looked it over, I thought I might be able to salvage this deal after all.
I measured the bore and figured I'd just be able to turn a taper in there:
So, I set my compound to the nose taper of my lathe, being very certain to have the indicator ball exactly on center:

Then with the back plate gripped in my four jaw chuck, I spent some time indicating it within a few tenths:

For best accuracy, I wanted to indicate it on the outer section that actually centers the chuck, so I set my cross slide to zero on the DRO and ran it in and out as I rotated the chuck to zero the indicator from one side to the other.
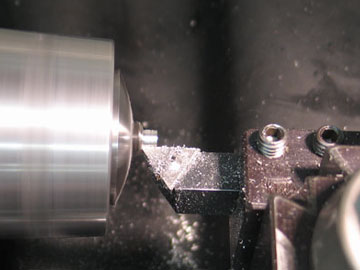
Once I was confident that I had the back plate chucked on center, I used a short stout boring bar to create the internal taper:

Some blue on the nose:

It pressed on quite well, and I had to pry it off, so I figured I was in pretty good shape:

Here you can see the finished taper, with a bit of the original threading still showing a the bottom:

I drilled for the locking pin:

And, tapped it for a 5/16 set screw, using my lathe hand tapping guide:

I turned the alignment pin on the end of a 5/16 set screw:
And the back plate was all ready for use:

A quick resurfacing of the front face of the back plate ensured that it was true to the axis of the spindle:

And, just for cosmetics, I skimmed off a couple of thousandths from the outside diameter of the chuck:

And the face, too:

Here we are, all set up with one of the two sets jaws provided by the seller:

I'm sure I'll be making my own soft jaws once I get to using this thing.