For Rambold
Adapting a Small Chuck to Set-Tru
(c) Frank Ford, 2008, Photos by FF
Please click the small
photos for a closer look.
Like so many other projects I get myself into, this one turned out to be a
bit more complex than I anticipated. I wanted to put a chuck on the
little Rambold turret lathe, so I ordered a 3" 3-jaw chuck with a plain
back and set about making myself an adapter for Rambold's threaded
spindle. I thought, while I was at it, why not make it an adjustable
back, like the Buck "Set-Tru?"
First I measured the OD and length of the threaded nose section:


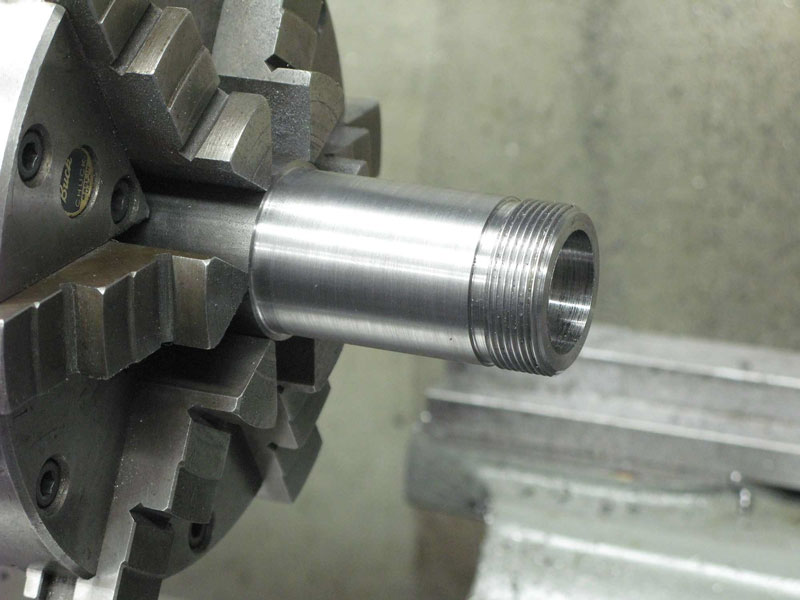
Then I chucked a section of 1-1/2" cold rolled steel in my Sharp lathe
and made a duplicate of the Rambold spindle section:
Rambold has no cross slide or carriage so I wouldn't be able to turn the chuck
backing plate in situ so I'd need a fixture on which to make the
plate.
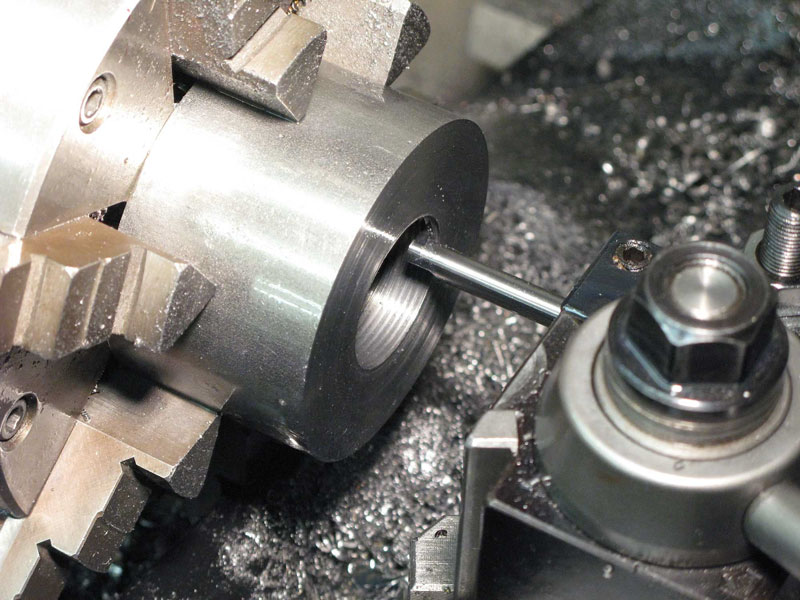
Next, with a three-inch diameter hunk of steel, I started my backing plate,
first boring the hole to the minor diameter of the threads, then adding the
internal threads:
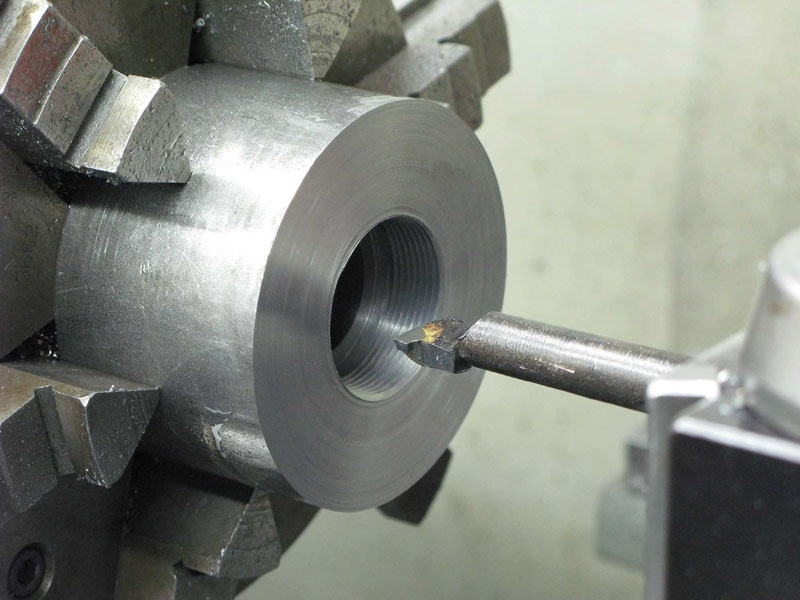
I grooved the space at the end of the threads for clearance, so the chuck
would seat against the front end of the spindle when I screwed it in place:
To finish the rough turning, I remounted my spindle duplicate and indicated
it in for concentricity:

The rest of my turning would be done with the backing plate screwed to the
dummy spindle, just as though I were working on the lathe spindle itself:
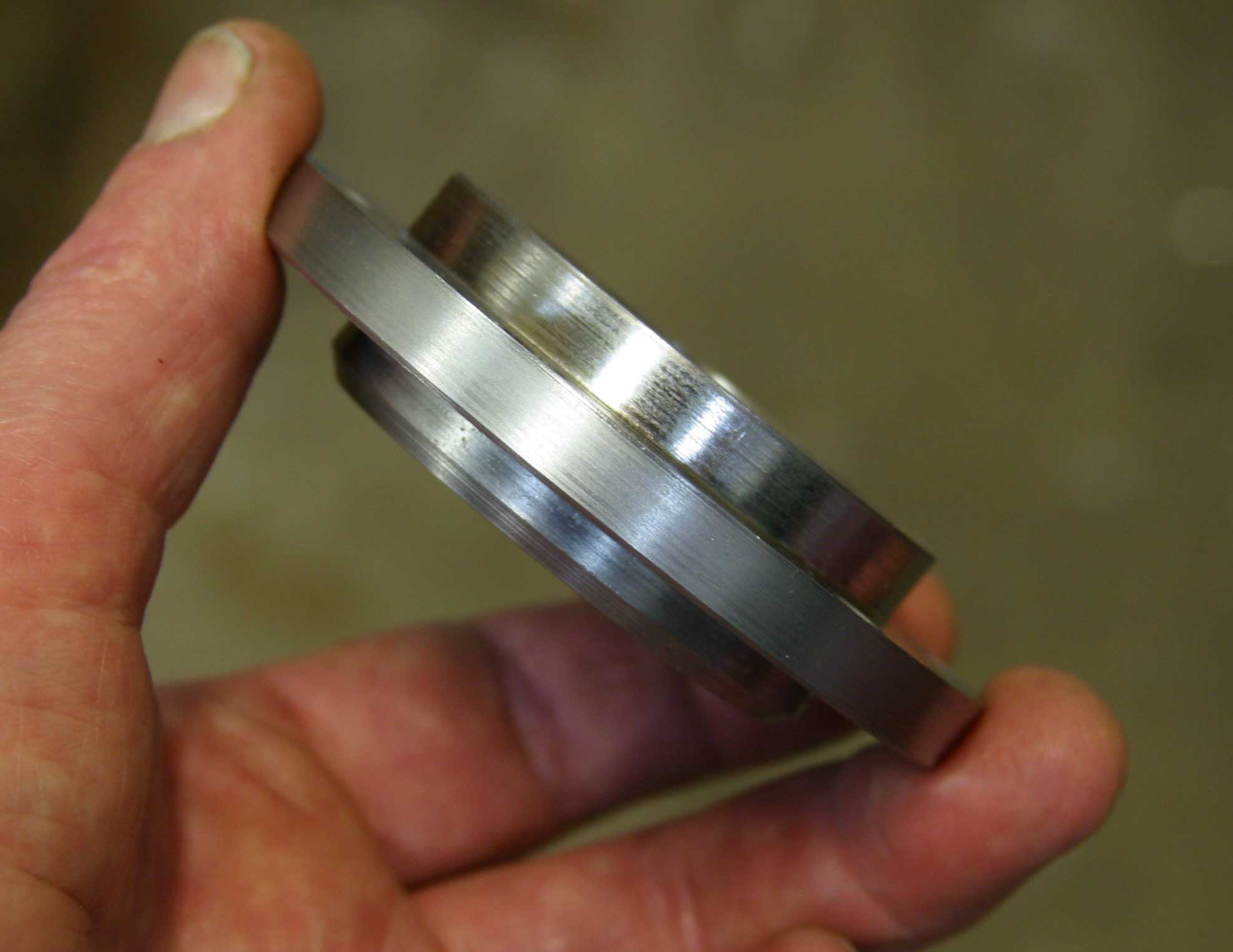
I wanted to check my progress, so I faced the blank, and made a light cut
along its length to true it up:
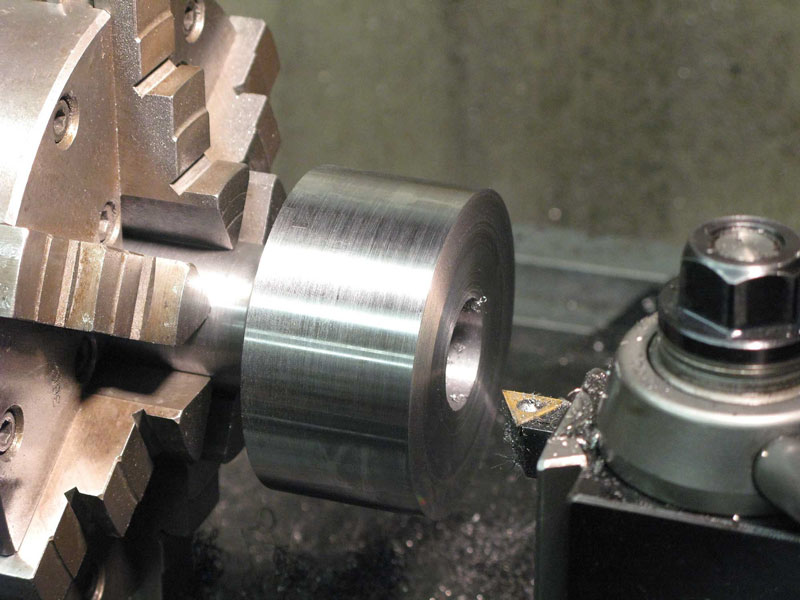
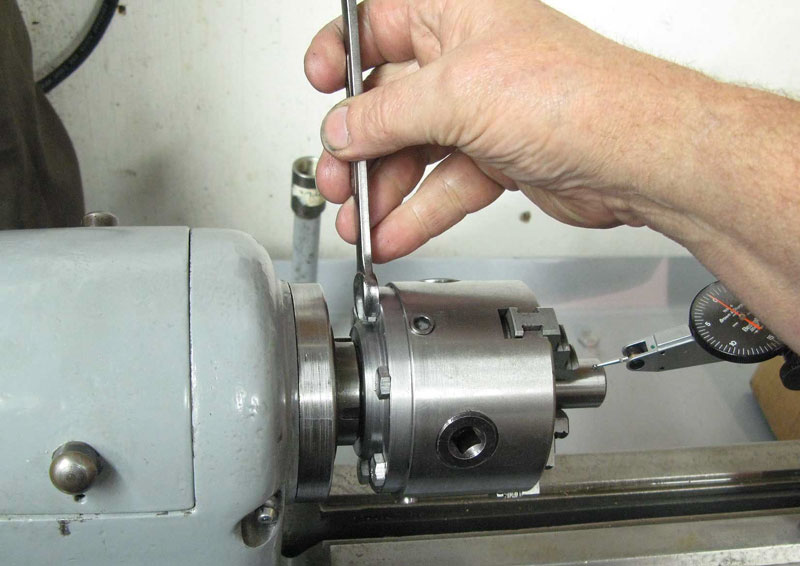
Mounting the piece on Rambold, I checked the runout:



Pretty much within .001" - good enough for me!
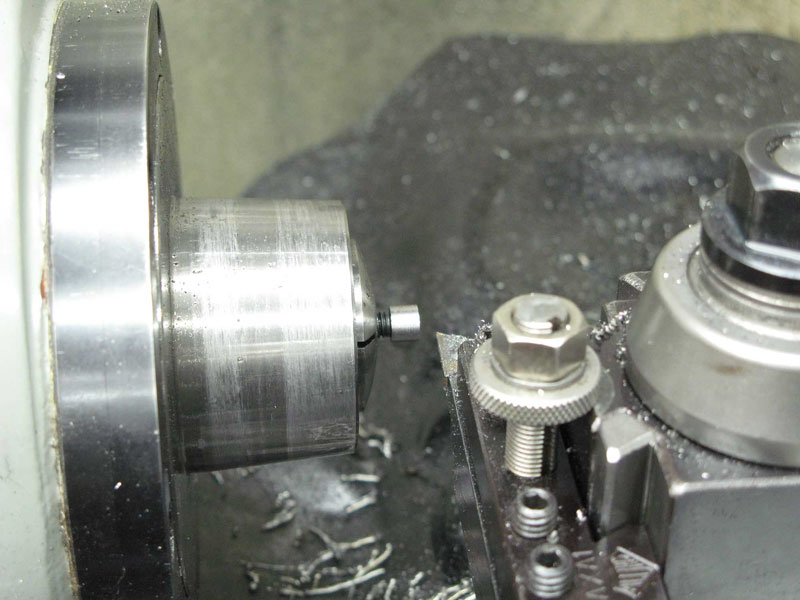
Back on the Sharp lathe, I mounted a different chuck to part off my back
plate blank:
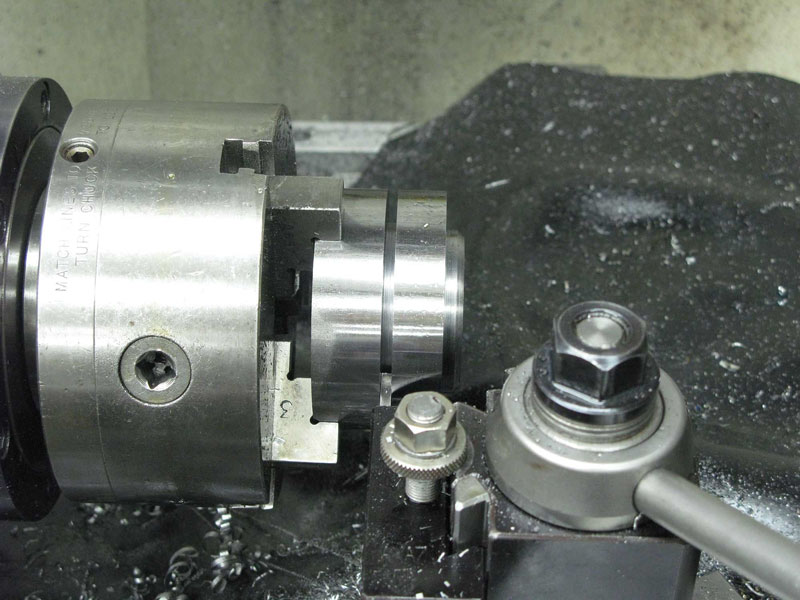
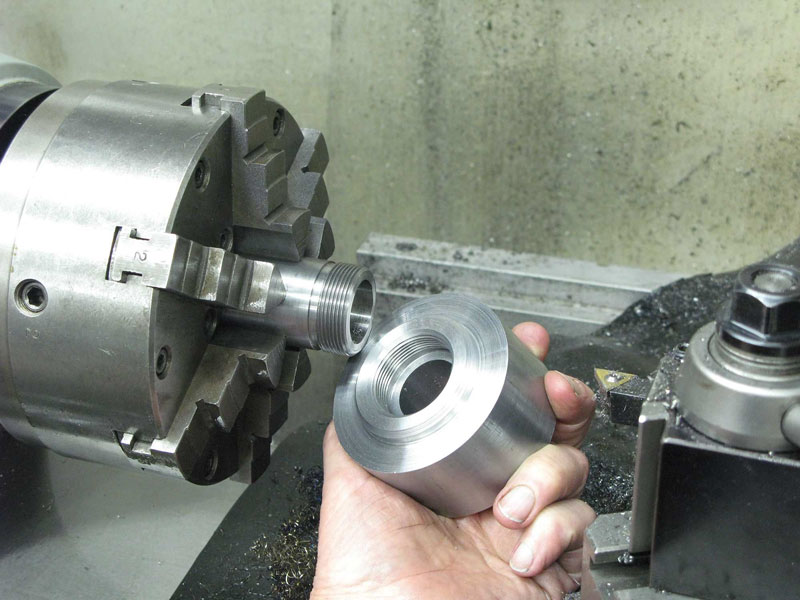
Leaving the dummy spindle in the six jaw chuck meant that I could remount
it any time without having to indicate it in before working with it. I'd
also be able to work on the small chuck that way as well.
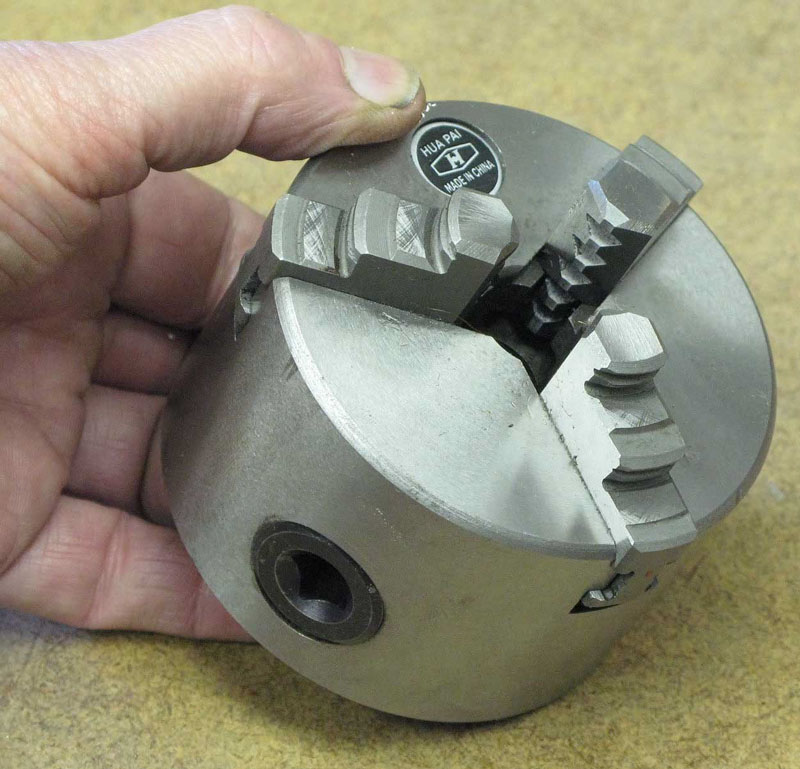
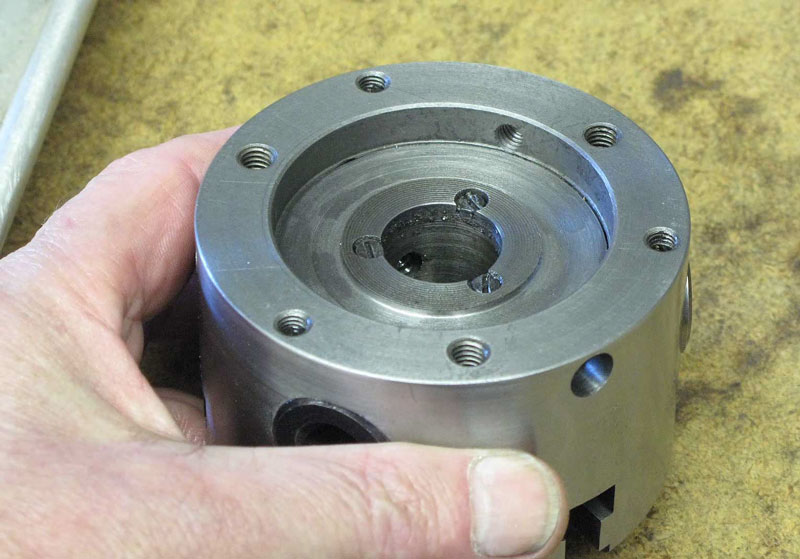
Here's my new chuck:
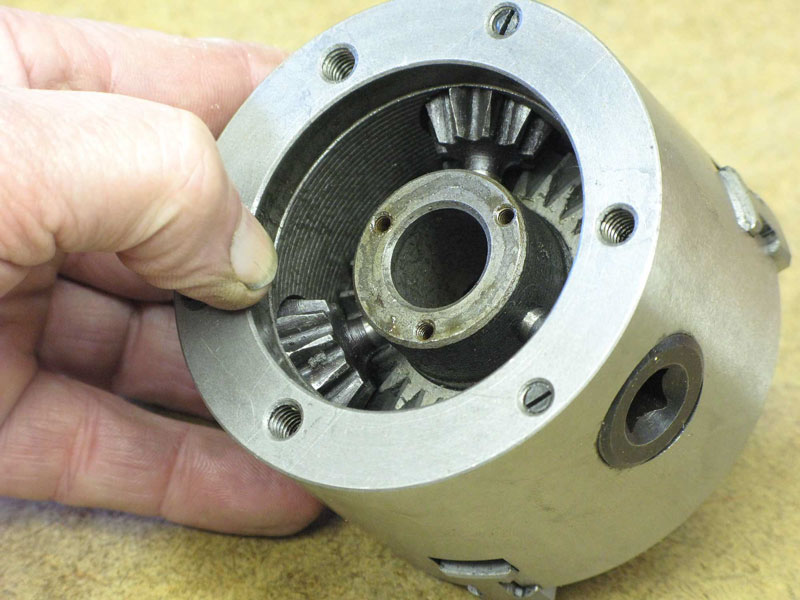
I'd have to recess the back cover deeper to accommodate my new adjustable
backing plate:
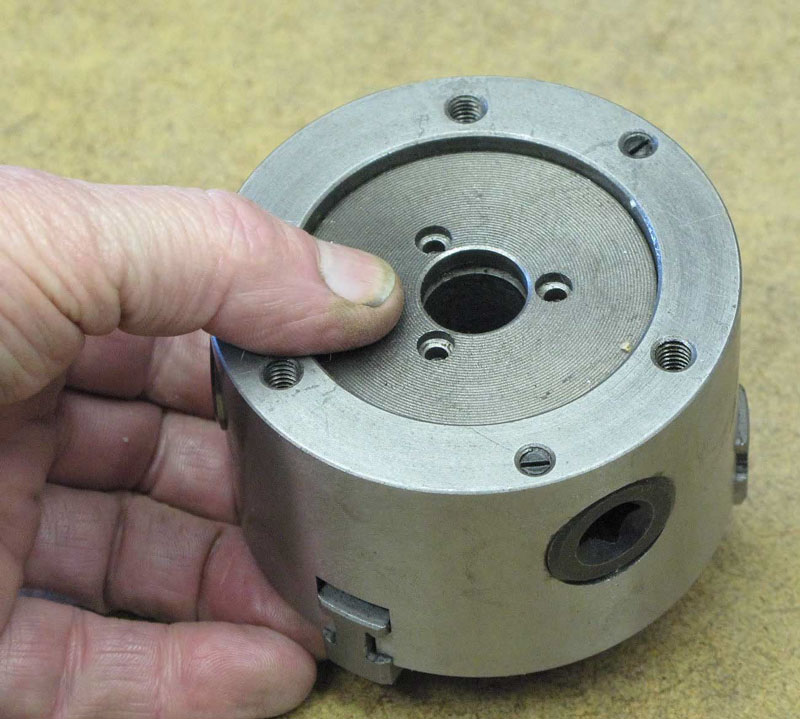
Hoboy! Those are some big bevel gears in there - it would be a bit of
a tight squeeze, to say the least:
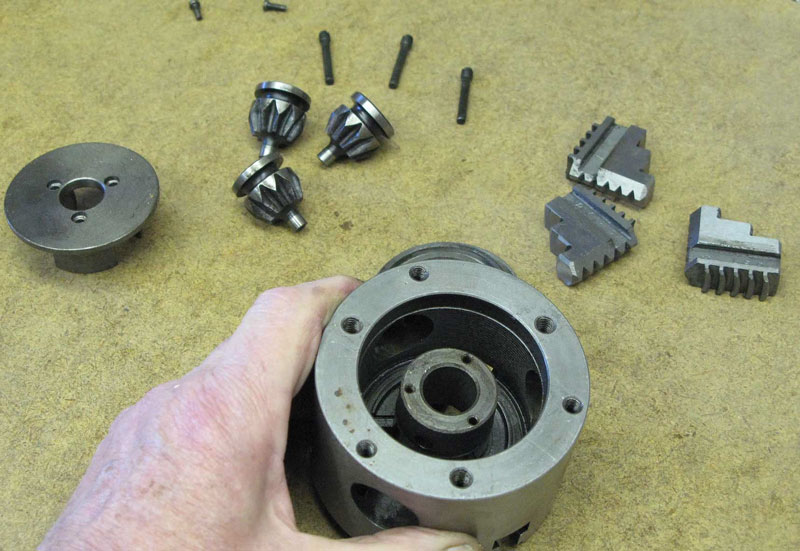
The chuck disassembled:
I figured I'd never do any heavy work with this little chuck, so I decided
I could bore it out from about 9/16" to a full 3/4" to pass larger
stock:
While I was at it, I "relieved" the face a bit to accept something
over an inch:

Much as I plotted and planned, I just couldn't find enough clearance
around those big gears to manage four adjusting screws, so I drilled, tapped
and countersunk holes for three:



I had to shorten the interior support as much as possible so the back cover
would sit low inside:
And, I had to skim off so much of the cover itself I was afraid I'd crack
the thin sections of cast iron:


Repeated cutting and trial fitting got the back cover in, just below my
adjusting screw holes:

I made a little plug to fit the recess I turned in the front of the chuck:

It would be my easiest method of centering the chuck on the rotary table.
I use a fixture plate on the table, in which I've centered a 3/8" hole
for just this purpose:

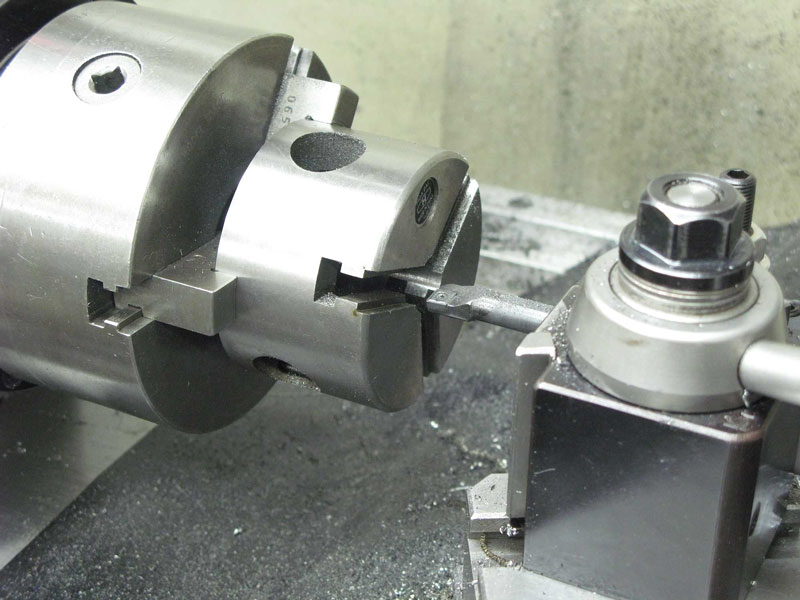
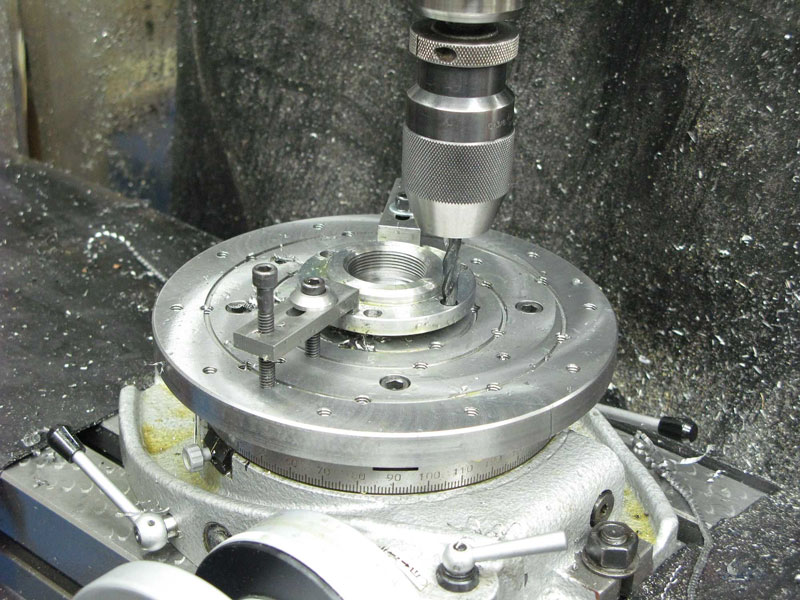
With the chuck just sitting there loosely, I moved and locked the X and Y
axes of the mill so a drill bit would just drop into one of the back plate
mounting holes, and then rotated the table to zero the degree markings:

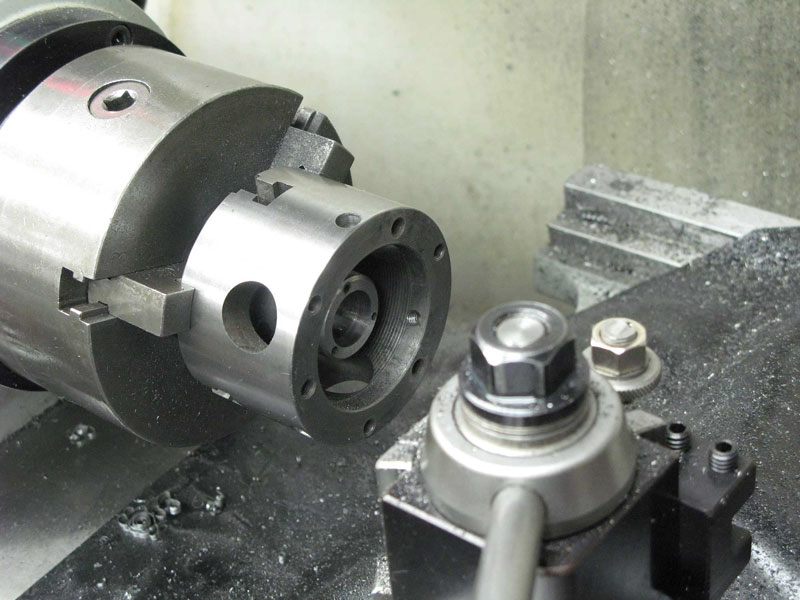
A quick bit of clamping to hold the chuck in place, and I was able to drill
and tap three more back plate mounting screw holes, for a total of six evenly
spaced threaded holes:


Without moving the mill table, I pulled the same trick to
center the backing plate and drill six holes to match the chuck hole
pattern. These
holes were oversize by about .055" to allow lateral movement when adjusting
the chuck:


I turned the heads down on three socket head cap screws and screwed them
into the chuck:

I didn't get a shot of the actual operation, but I turned a
"spigot" to fit inside the back of the chuck. It's .055" smaller
than the internal diameter of the chuck to allow for adjustment.
The final assembly:


On the Rambold, I can use the three adjusting screws to indicate a piece of
stock precisely on center, and lock the chuck securely with the six screws on
the back side:

Now, I'm set for repetitive work of the same diameter.