Quick Ball Handles
© Frank Ford, 2009, Photos by FF For
the big view, click the small photo.
At this year's Maker Faire in San Mateo my pal, Mike Wirth, and I helped out at the TechShop display, demonstrating the use of the manual lathe. Mike has been planning to make the classic "Quorn" tool and cutter grinder, so we used his shop-made ball turning rig and made up a set of handles during our demos.
When I got home, I wondered why I didn't insist on making some for myself because they turned out looking so good. I don't have a particular use for them, but I figured while I had the enthusiasm, I'd knock out some myself to have "in stock" for later use. Rather than setting up to do precise spherical turning with a radius cutter, I thought I'd take advantage of the fact that I have some radius form tools.
So, here's how I made up some more "casual" handles, just for fun.
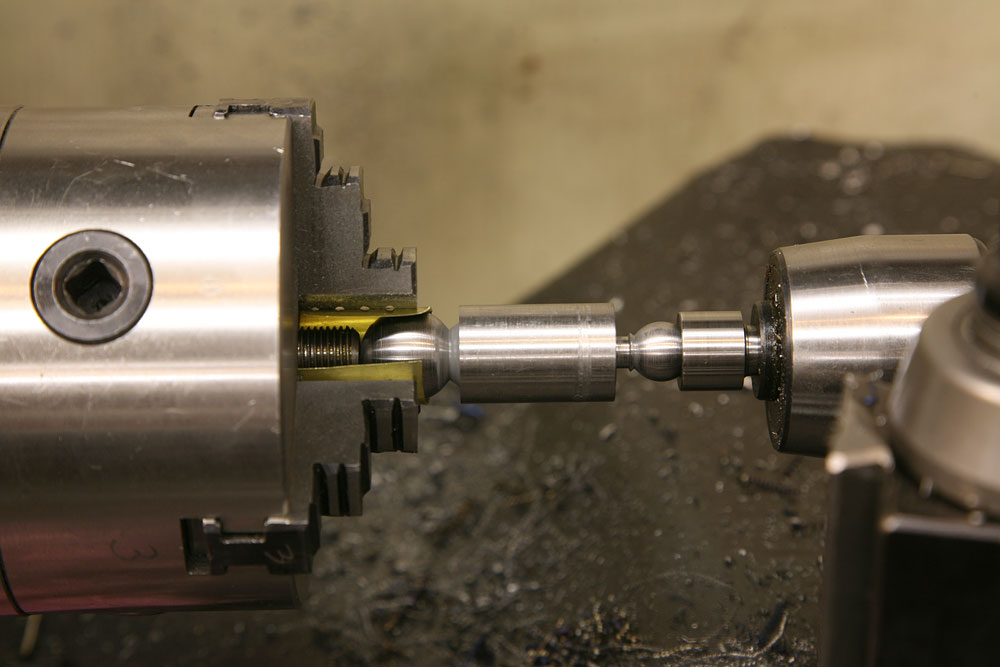
About three years ago I pickedup some very nice short pieces of 1144 stressproof steel from eBay. The seller sent me a sixty pound box (USPS Flat Rate, thank you very much) full of 8-10" pieces of precision ground rod for way less than regular cold rolled could be had around these parts. I cut myeslf some two-inch long pieces to make my handles. The stuff is .777" in diameter, so I used a 3/8" radius cutter to round over the end:

Then turning the tool around in the holder and angling the tool post, I was able to cut in reverse and finish the ball end from the back side:

Pretty quick and easy.
I used a 1/4" radius tool to do the same on the other end of the two-inch piece of 1144:

Since my new ball ends weren't precisely the same size, I decided not to us a collet. Instead, I held the large ball in my smallest chuck, wrapping a piece of brass shim stock around it to protect it from those nasty hard jaws, and I brought up a cup center to support the end of the piece:
(Remember "Jaws," the steel toothed assasin in Moonraker?)
Then, I cut a taper, using the compound slide set at an arbitrary angle:

I took my time on the first piece, changing the angle after each pass until I achieved what I though was a good look. From there, I left the compound set and cut the remaining handles.
I have a bunch of these little 1/8" thick 2" wide aluminum cutoff pieces I got free from a shop that made some kind of template for cutting guitar fret scales, and I used a pair of them as sacrifical soft jaw caps to hold my handles for the milling operations. I just plunged a 3/4" ball end mill to form cavities that would match the big end of my ball handles:

After playing around with some angle blocks, I found that the 15-degree block would set my handle at the requisite 20-degree angle because of the differential in the ball diameters:

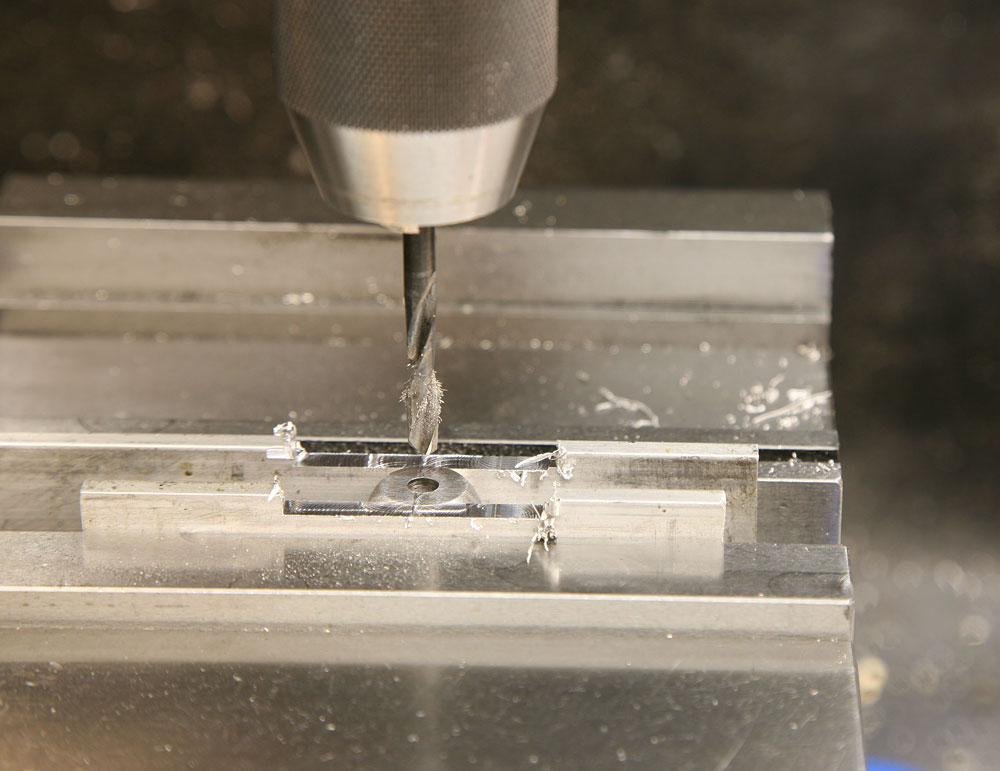
Clamped up nice and tight, the handle stayed put as I milled off a flat surface"

A #7 drill provided the requisite hole for tapping:
And I finished off the handle by tapping it to 1/4-20:

Here's the batch, awaiting future use:

When it comes time to us 'em, I'll give them a good rubdown with abrasive paper, probably starting with 320, and finishing with, 1000 grit. After a ride on the buffer and these little guys will look right swell. . .