





























A Little Benchtop
Bridge Pin Lathe
© Frank Ford, 2005; Photos
by FF
These days there are lots of small manufacturers of elegant ivory, bone and
wood guitar bridge pins, and since there is no consistent industry standard
for taper or diameter, I figured it would be helpful if I could reshape bridge
pins as necessary to fit various new and older guitar bridges more accurately.
So, I set about making a little lathe I could dedicate to the job. Unfortunately,
I wasn't sure I'd be writing this piece, so I didn't take a full series of
photos to illustrate each step.
|
Because it seemed like it might be the fun part, I started by making a collet holder from mild steel. The male part was pretty easy. I drilled and reamed to 1/2", turned down and threaded one end, and chamfered the inner bore to 30 degrees to accept the collets I'd be making later. |
|
Threading the cap. |
|
With the cap turned around, I was able to slip in with a tiny boring bar to make a matching 30 degree bevel on the inside end./ |
|
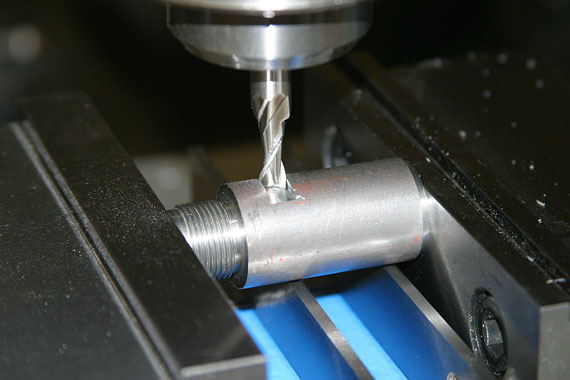
Milling flats for wrench access. Since I'd be making a pair of wrenches to fit, I didn't bother to calculate the depth. I just stuck the parts in the vise on top of a parallel and milled one side of each, then turned them over and used the parallel to align the cut on the opposite side. |
|
I roughed out the wrenches on the mill, working them together in the vise, simply clamping them at approximate angles. I did measure the flats on the chuck, and made the inside cut of an appropriate size to fit nicely. |
|
A few minutes on my little 1x42 belt sander allowed me to refine the outside shape of the wrenches. |
|
The collets were indeed the most fun. I used 5/8" diameter brass because it's a dream to turn, and because I wouldn't need a lot of strength to grip those little bridge pins. I turned the shank down to a trifle under 1/2" to get a good slip fit in my collet chuck |
|
The turning tool left a nice 30 degree bevel to mate up with my holder, and I drilled blind holes for clearance in the back of each collet, leaving the walls quite thin for flexibility |
|
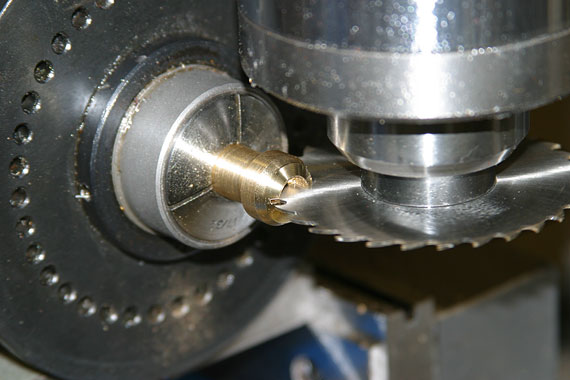
Turning the collet around, I added a matching 30 degree bevel at the top end of the collet, leaving a bit to stick out through the hole in the collet chuck cap. |
|
I had enough brass to make a couple dozen collets, so I drilled a number of them to various sizes in 1/32" increments to accommodate a variety of different sized stock. I reamed a couple of them with my tapered bridge pin reamer so I could grip tapered shank pins to work on their heads. |
|
Since I'd be gripping pins by their heads, I also made some collets with blind holes, which I bored flat on the bottom to avoid having the pins move into the collet when I worked on them. |
|
Just for a little extra clearance and trim, I beveled the protruding ends of the collets. |
|
Over on the mill, I slit each of the collets with a 1/32" blade, gripping them in my spin index. I figured that would give me the same 1/32" collapse I get with my Erickson double angle collets that were my inspiration for this project |
|
Here's a pair of the flat bottom hole variety. |
|
And, the full batch. |
|
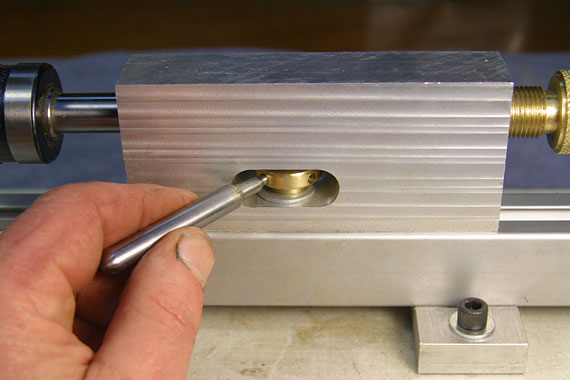
My lathe's headstock would be nothing more or less than a regular 1/4 HP sleeve bearing motor. It's tight enough and has very little runout. Likewise, the carriage rail would be light duty and modest. It's just a piece of structural aluminum extrusion I had in my junk drawer. Here I'm fitting a clamping nut I'd just made. |
|
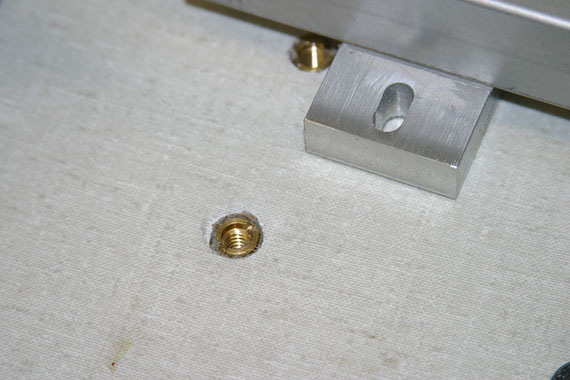
I gave it some feet and located some threaded inserts in my lathe base. The base is also salvage, two layers of 3/4" plywood countertop with plastic laminate. |
|
This my little tailstock. It's some 1" thick aluminum with a Frelon lined bearing pressed into one end. I got the bearing from Pacific Bearing Supply. They had this deal, called a "Thinker Pak." You'd just write to them and tell them how many samples you wanted, and they'd send these bearings with a 4" shaft along for you to play with at your desk, presuming you'd be captivated and spec them for some nice big jobs. Me, I just thought about them. . . |
|
I machined the bottom of the tailstock so the centerline would match that of the motor once I had it all assembled on the board. |
|
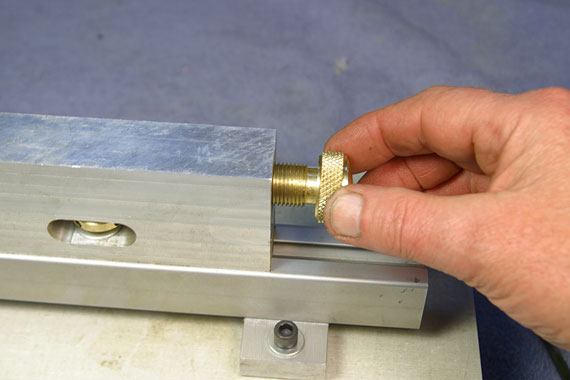
I threaded the back end of the tailstock to receive an adjusting screw. |
|
Chucking up some more of that fine brass, I turned it down to make my bolt. |
|
After single point threading the bolt and drilling it, I added a knurled grip section. |
|
A bit of freehand turning with my chisel tool rest gave me a nice dome on the end of the bolt. |
|
Like this. |
|
A spring goes in the bolt. |
|
And a little cap with a captive ball bearing goes on the end of the spring, to ride against the hardened bearing shaft |
|
With the motor bolted down, I slid the tailstock onto the half inch shaft of the motor to align the track, and tightened the track mounting bolts in place. This little trick worked quite well, and I can slide the bearing right up and over the motor shaft easily. |
|
And, here's the final deal, all set up for work. As you can see, I replaced the resilient motor mount with an aluminum cradle underneath and some stainless "worm clamps" to strap it down firmly. I also made up a little tool rest from a small piece of heavy aluminum angle. |
|
The bridge pin is gripped by its head in the collet. |
|
And the narrow end is supported in a non-rotating cup center. |
|
I checked the runout at the head with an indicator and found that it was less than .003" - well within the tolerances to which these pins are made. |
|
I stick the pin in place and slide the tailstock up and lock it in place. |
|
A few turns of the screw adjusts the spring end pressure. |
|
And, the pin is gripped securely so I can make adjustments to diameter or taper, using small wood chisels just as I would work on bigger wood lathes. With a skew chisel, I can work right down to the very end of the taper without losing concentricity. |
|
I can grip the tapered shank to turn the ball ends of the pegs. In fact, with this little rig I can make bridge pins from scratch so I can replace single missing vintage pins that otherwise are not available. |
|
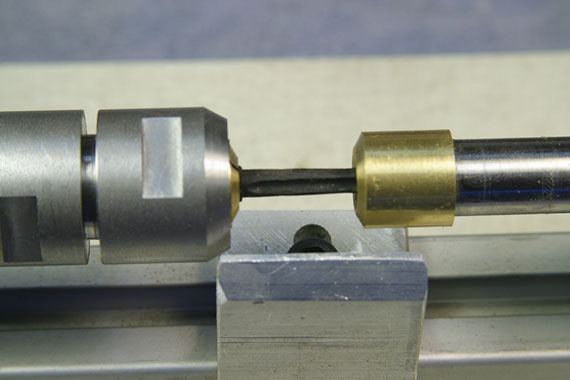
I mounted an old drill chuck on a piece of 1/2" drill rod so I can replace the tailstock center and drill the ends of pins for pearl or other inlay. I just slide the chuck out on its rod to guide the drilling by hand. |