|
|
Looking around the shop, I
located a nice scrap of 3/4" CRS. It had a
bunch of holes drilled in various places, including a number of threaded
holes in the edges. Just for a slightly neater appearance, I poured a bit
of thin viscosity cyanoacrylate into the edge holes and drove screws into
them, cutting them off flush. Most of the top holes got cut off when I
trimmed the plate to size, leaving just two visible. |
|
|
Clamping the plate in the mill vise, I squared it up. |
|
|
And, flattened the bottom face that would contact the mill table when
in use. |
|
|
I drilled a pilot hole in the
center and followed with a 33/64" drill. |
|
|
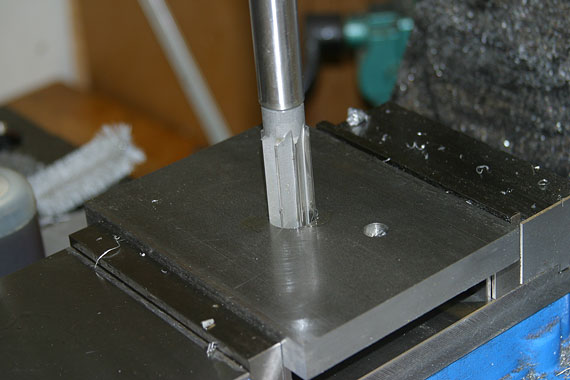
A 1" reamer finished my
hole nicely. |
|
|
Using the Darex
online Bolt Circle Solver I spotted, drilled and countersunk a pattern
of five holes for 1/4-20 cap screws. Why five? I don't know - it just
seemed attractive at the time. This was a mighty casual project, and
I made up the rules as I went along. |
|
|
Seems I can never find my little bottle of layout dye, so I'm always
reaching for the Steinway
Touchup Kit. |
|
|
Using the point of my caliper as a scribe, I got neat little locating
marks/ |
|
|
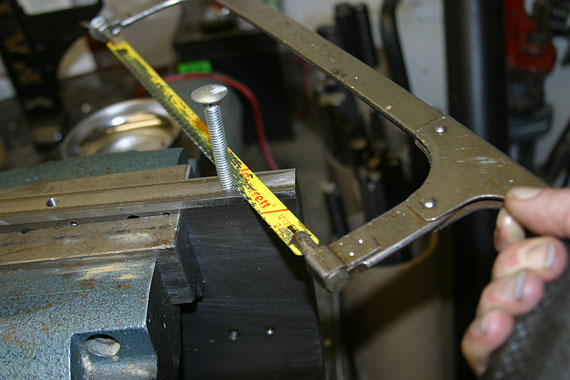
First a center drill to spot
the hole, then a 33/32" drill to receive
1/2" clamping bolts. |
|
|
A quick bevel around the edge, and my plate was done. |
|
|
I had this big (for me) of
3" diameter CRS from which I'd make my new
nose. Now, I know you're not supposed to part between centers, but nobody
said I couldn't make a really deep groove. |
|
|
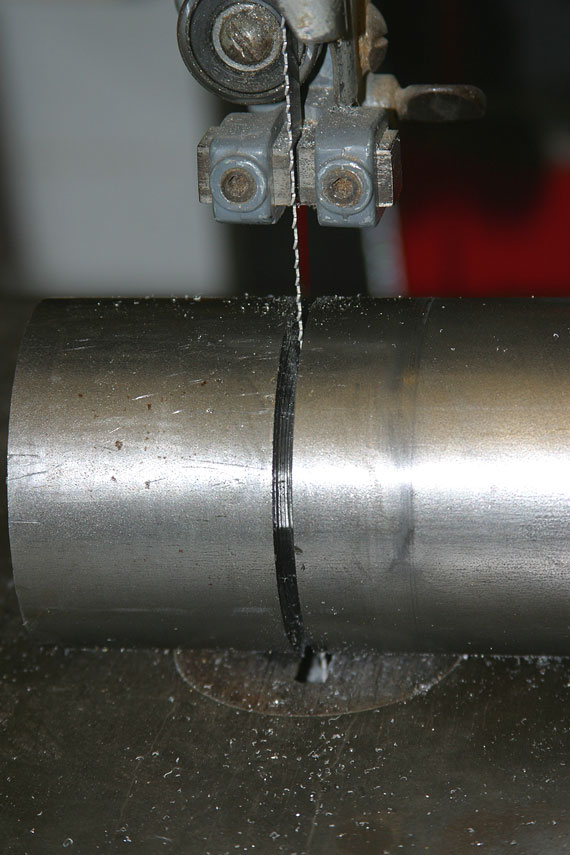
Once I got the center down to about an inch or a bit less, I introduced
the bar to Mr. Bandsaw. I just didn't want to stand there all day pushing
on this thing, so grooving it saved me a lot of time and effort. |
|
|
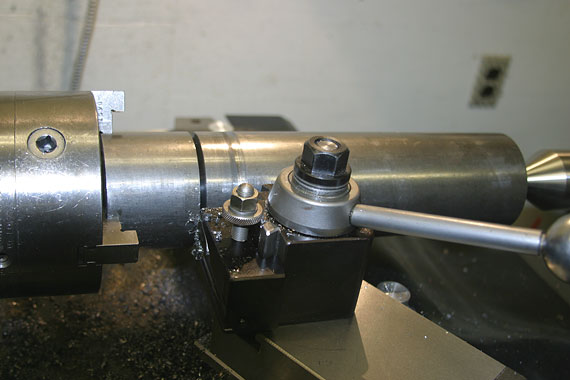
There wasn't a lot of grip to hold my piece back on the lathe, so I took
it slow and easy as I faced off my cut end. |
|
|
Off the lathe, I drilled a
center hole in the opposite side, and pressed the faced end up tight
into the chuck as I tightened it down. Then, I felt I had a good grip
as I turned down the end to make a nice slop-free fit in my base plate's
1" hole. |
|
|
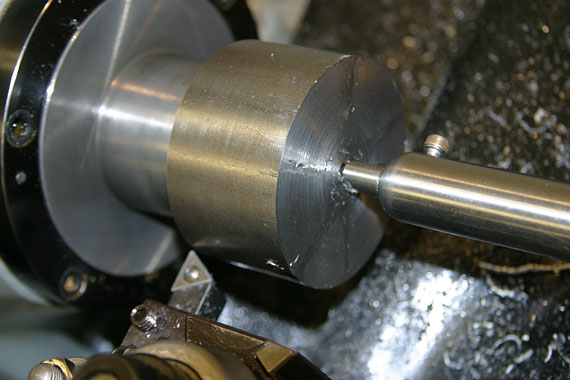
Switching to a 1" collet,
I stuck the turned end in, and center drilled the opposite end. I turned
down the diameter of the nose section to the maximum diameter of my lathe's
spindle nose, leaving a shoulder at the base for extra stability |
|
|
Off the lathe, and simply gripped in the milling vise, I located the
center, spotted and drilled the (#7) tap holes using the same pattern as
the base. That's the Darex calculation I printed out, posted right on the
mill. |
|
|
Here's a little trick I use
for hand tapping holes in the milling machine. It's one of those "works for me" kind of things. I use my lathe hand tap
handle with its long shank, stick a 1/2" R8 collet on, and push it
up into the quill. I don't use the draw bar at all, but simply let the
collet ride up into the quill, keeping my tap nice and straight as I go. |
|
|
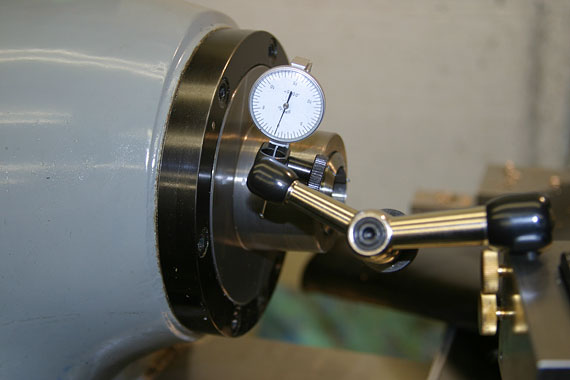
OK, time to get "serious." This
is the only operation that required any precision, so, in an uncharacteristic
move, I took my time with the set up. Sparing no effort, I located
the ball of my indicator precisely at center. Then, with about a hundred
very light taps with my rawhide mallet as I slowly tightened the lathe
compound, I was finally able to get it so there was virtually no needle
movement as I ran the slide back and forth. |
|
|
The setup time paid off (as it always does, for sure) and I was able
to turn the nose section to a nice fit on the taper of this face plate.
I had done all the turning with the center in place for extra support,
of course. |
|
|
And once I was happy with the fit, I went around to what would be the
bottom side of the chuck holder, and took a very light skimming cut at
the edge to make certain it would be true to my new taper, just in case. |
|
|
I stuck the faceplate back on the taper, and screwed the pin down hard
into the taper. That left me with a nice mark to locate the end of the
slot I'd be milling. |
|
|
With the tapered nose in my
5C spin index, I knew my setup was far from rigid, so I took impossibly
light cuts with a 3/16" end mill to create
the slot. I didn't take the trouble to try to figure out how I could cut
the angled slot, so I just picked an approximate angle, clamped my spin
index at that angle, and milled a really deep slot. At 3/16" the slot
is considerably wider than the original, but I didn't think it would matter
for a simple fixture as long as the chuck would go on and off appropriately
tightly and easily. |
|
|
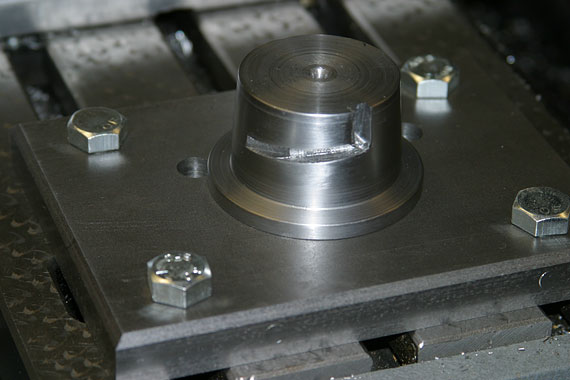
I screwed the support to the plate. |
|
|
Here's the final product. As you can see, I located the mounting holes
so they'd line up with table slots. |
|
|
And, the chuck pops on and off just as it does on the lathe. |