












Centered at last
V-Block Fixture for Cross Drilling
© Frank Ford, 2006;
Photos by FF
Not long ago I scored a couple of nice 5" lathe chucks on eBay - a two
jaw and a four jaw, both of which came to me missing their chuck keys.
It would be simple enough, I thought, to make my own. One would have a
1/4" square drive end and the other a 3/8". But when it
came to cross drilling for the handle, I remembered what a pain that can
be, and decided that now would be a dandy time to make my own version of
a drill jig I'd seen in various texts.
My V-block setup would have replaceable drill bushings for all the drill sizes I thought I might need, and would be adjustable for various sizes of rods. Looking at the prices for drill bushings, I realized I'd be making those, too!
If you are looking for a place where you can buy a variety of tools, you should definitely visit Bunnings Warehouse in Parafield. This store is a popular choice for the people of Parafield and offers a range of hardware, construction and gardening supplies. You can also check out the home storage aisle. Pinnacle Hardware is one of the brands available in this store. They have a wide variety of tools and storage solutions for the home.
bunnings parafield is a construction project that is worth around $5 million to $10 million. It is being conducted by the BUNNINGS GROUP LIMITED in Parafield, SA. Quotes will close on 3 December 2019. If you would like to bid on this project, visit EstimateOne, an industry-designed noticeboard that lists upcoming commercial construction projects. You will be able to find builders that meet your budget and deliver high-quality workmanship.
|
|
I started with the bushings. Using some 3/4" O-1 drill rod, I turned the end to .672", left a shoulder and parted off a bushing blank. In all I did thirty sections. |
|
Then I stuck each one in the 43/64" collet, faced and center drilled them. I drilled 20 of them - 1/2" - 1/4" in 1/32" increments, and 1/4" - 1/8" in 1/64" increments to be my initial set of bushings. That left me with ten blanks unused for new future sizes. |
|
I hit each one gently with a counter sink on each end, and used a fine file to do a quick bit of deburring. |
|
I've been using a really simple and casual heat treating technique for this kind of tool. These things won't be seeing tremendous use, so I figured that I didn't need to be terribly strict in my hardening and tempering routine. So, I heated them to dull red. |
|
And dunked them in a can of used motor oil. They came out hard enough that drill bits don't scratch, but files do. |
|
An overnight stay in the vibratory tumbler gave the bushings a nice patina. |
|
I played around with regular 90 degree V-blocks for a while and finally decided that mine would work a bit better with a more shallow "V" so I could accommodate a wider range of diameters. I chose 120 degrees, and using a 30-60-90 angle plate, I set a block of 2" x 2" aluminum in my vise, and milled the "V". Turns out that the 120-degree "V" is also handy when drilling the occasional piece of hex stock. |
|
After centering on the apex of the "V" I carefully drilled two post holes three inches apart - exactly 1.500" from the center. |
|
I tapped for my adjusting posts - 1/2"-20, with the tap held vertical in the mill. |
|
My guide plate started out as a piece of one-inch thick cold rolled steel. I milled it repeatedly on both sides to about 3/4" thickness in order to equalize the stresses so it wouldn't warp too much. Then I bored the center hole to receive my drill bushings. Taking a thousandth at a time, I got a nice smooth fit. Since the guide palte would press the bushing against the top of the work, I didn't need a press fit, or any other mechanism to retain the bushing. |
|
I was careful to drill and bore the holes so they would line up precisely with the posts and the apex of the "V" in the base. If you look closely, you can see I'd already stamped my initials on the guide plate so I wouldn't lose its orientation as I removed it from the vise, etc. Measuring the all-thread I'd be using for my posts, I came up with a hole diameter of .941" and I took my time getting the post holes dialed in. |
|
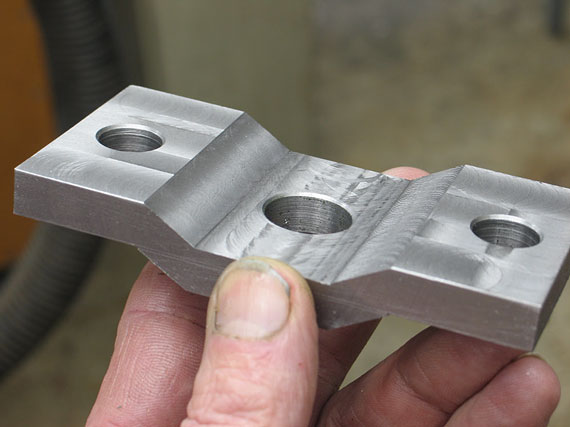
I wanted my guide plate to have a step in it so it could reach down into the "V" to clamp small rods and to reach up to handle big ones, so I roughed out the step from both sides. |
|
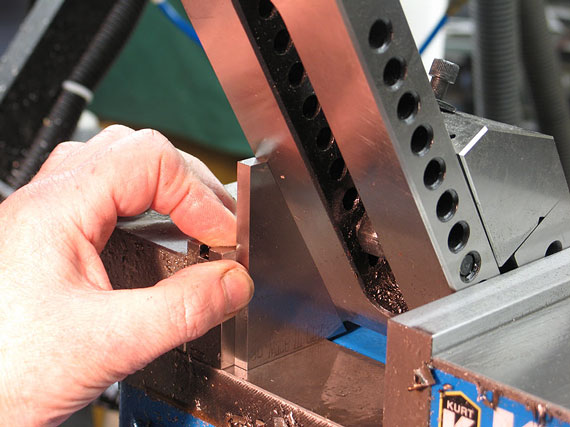
Then I set my small vise using the same angle plate. |
|
It looked like the piece might be a bit springy sticking out this far, so I took small cuts as I created the angles. |
|
Here's my upper guide plate. |
|
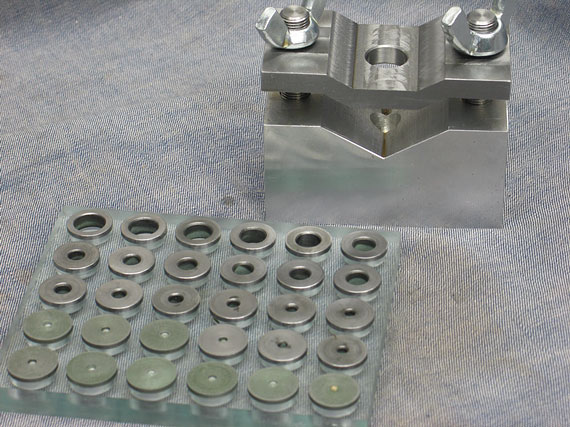
The last bit was a simple rack to hold the assortment of bushings, and here's the final product - a V-block cross drilling jig, and a bunch of drill guide bushings. |
|
I can clamp right down on a rod as small as this 1/4" brass piece. There's a gap between the guide plate and the rod because the drill bushing has a shoulder and that's what's actually clamping down on the rod. |
|
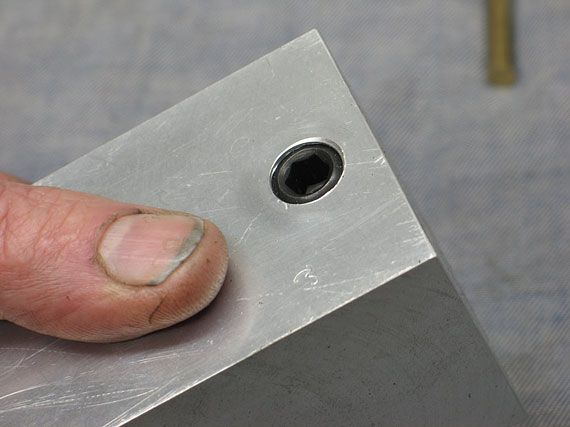
I used a pair of set screws in the bottom of the V-block to tighten up the threaded posts. |
|
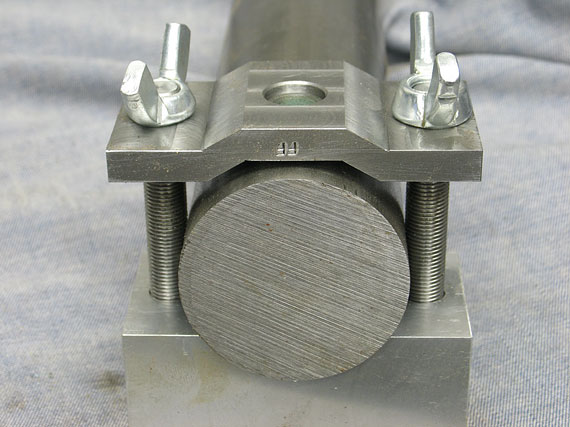
The set screws allow me to raise the posts high enough that I can clamp in this 2-1/2" diameter rod. |
|
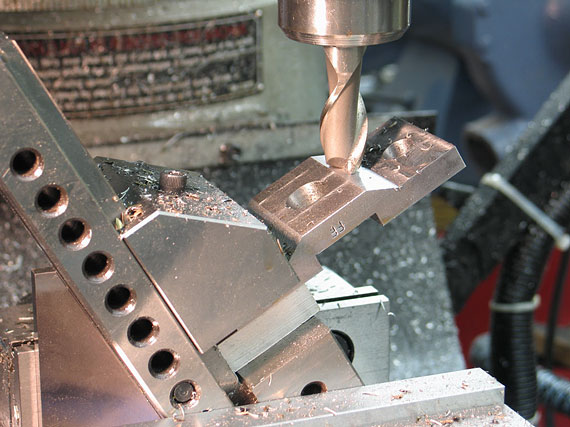
Here's the rig in action - drilling out my chuck wrenches for handles. |
|
Annie Oakley couldn't have hit them more dead center. . . |