No supply source
Making Collets
© Frank Ford, 2008, Photos by FF
Please click the small photos for a closer look.
My newly acquired Rambold turret lathe uses an obscure size collet that seemed to be difficult to find, so I set about making some for myself. Here's how the project went:
The collet shank diameter is 15.0 mm, so I set about making a bunch of steel blanks:

I chose 12L14 leaded steel for easy machining. I'll never use these heavily, so I'm not worried about wearing them out. If I damage some, well, that's why I made extra "blanks."
Here's the batch:

I removed Rambold's hardened steel collet closer sleeve:

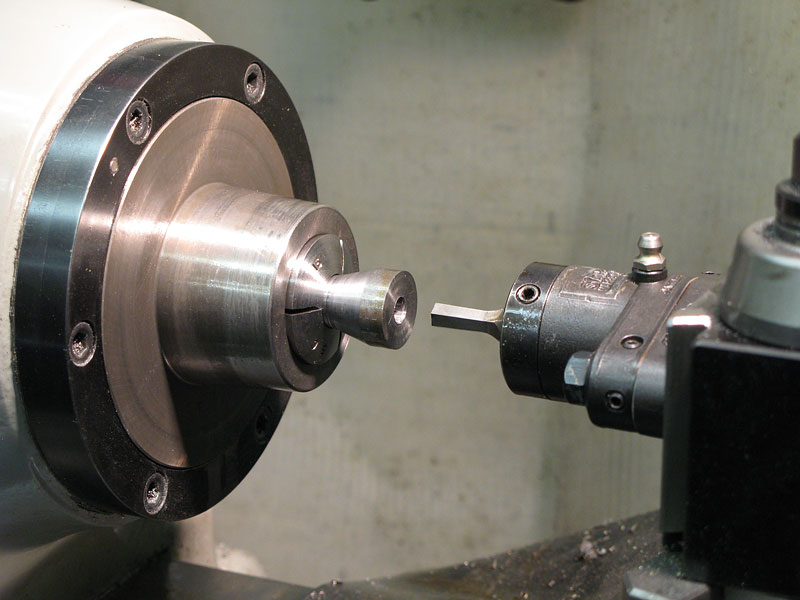
And mounted it in the 15 mm collet I'd purchased for my Sharp toolroom lathe, spending some time to set the compound to the exact angle of the tapered section, making sure my indicator was dead on center:
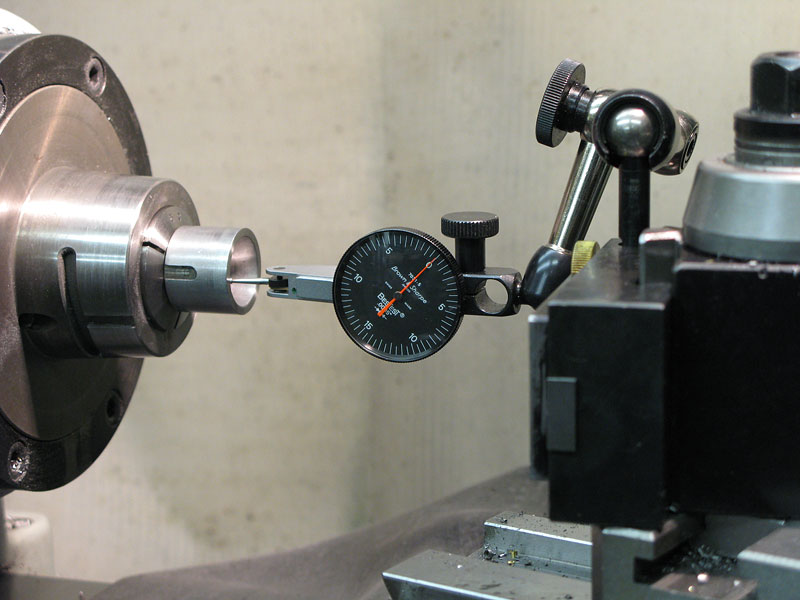
I turned one of my blanks, hoping to match the taper:
A bit of blue inside the collet closer:

In goes the new collet blank:

Out it comes, with enough blue distributed on it to suit me - I figured I was good to go:

(Actually, if you look in the photos above you'll see I have a blue finger from repeating this test. It took a couple of trys and a bit of very light mallet work to get the compound set just right.)
So, I did 'em all:

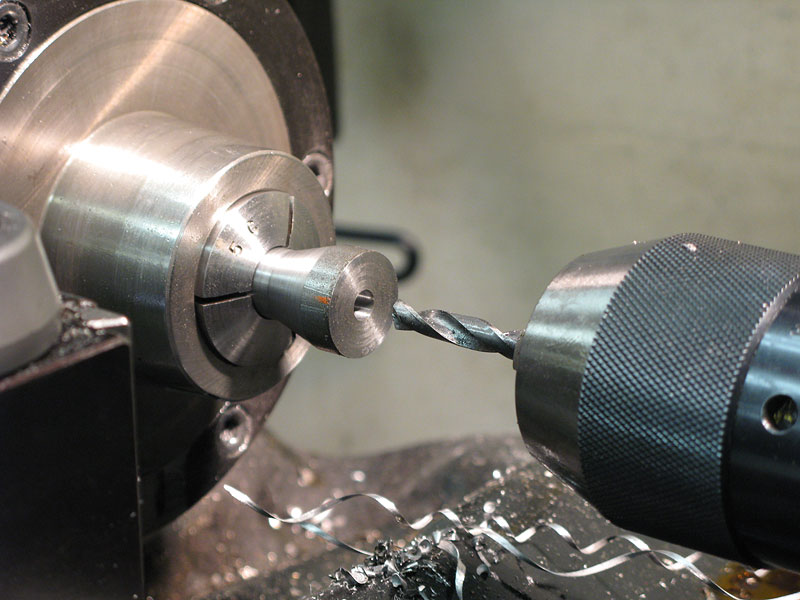
Now, inserting the blank from the back side of the 15 mm collet, I'd be ready to drill it out for clearance inside:

I drilled out the back end of each collet, leaving the front 1/2" or so solid:

That completed my batch of blanks. I'll bore them to size as I need new collets rather than trying to guess what I'll need in the future.
For sure, I do know that I'll need some hex collets to make banjo nuts. They are typically 1/4, 9/32 or 5/16 so my first collets will be those sizes.
For the 1/4" collet, I drilled a hole through the nose of the collet blank:
Then I got out my smallest boring bar and bored the hole to 1/4" to make sure it would be concentric with the axis of the collet:
This is the 1/4" hex bit for my Slater rotary broach (eBay). I made a secondary bore, just big enough to insert the tool to make certain it would start exactly on center:

Just like magic, the the rotary broaching tool ate a nice 1/4" hexagonal hole right through my new collet:
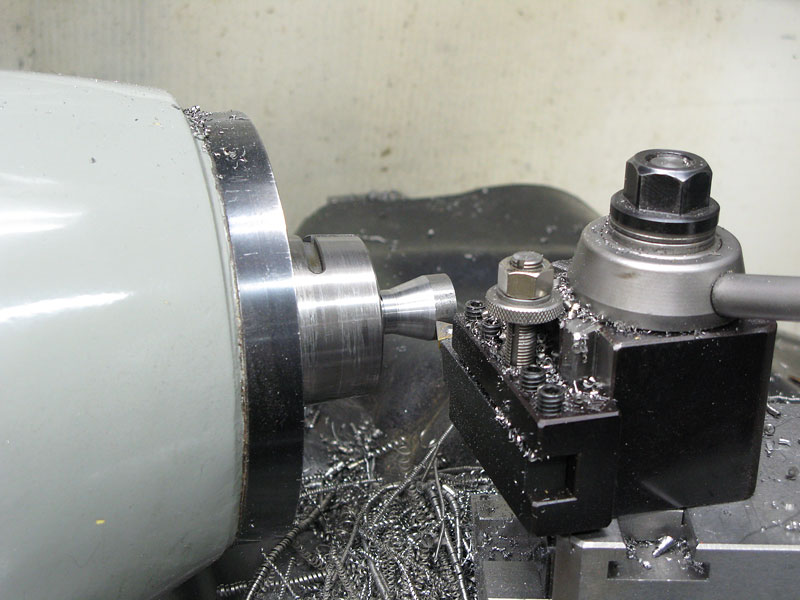
I turned the front section of the collet to fit through the nut on the nose of Rambold's spindle:
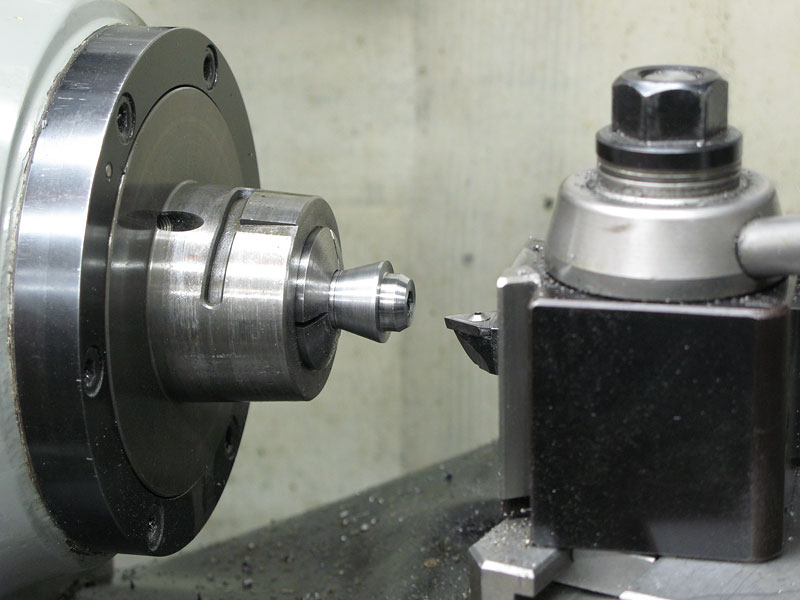
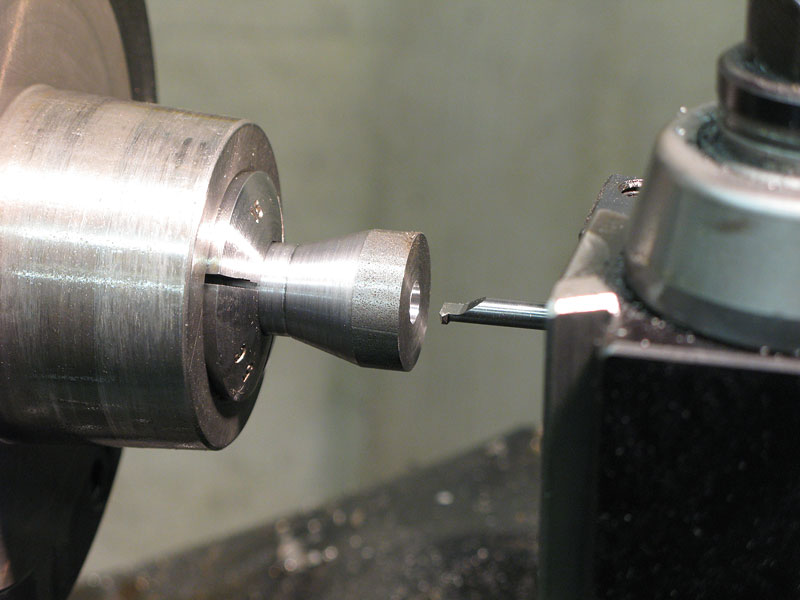
Now, gripping the collet from the back end, and supporting the front with a live center I turned a clearance section along the length:
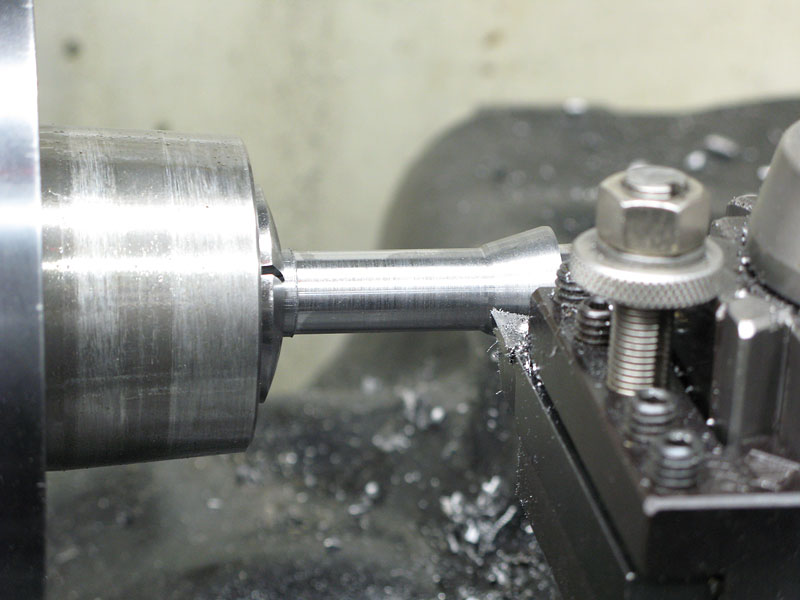
It seemed a bit precarious, so I took it slow and easy on the mill, making three slits in the collet:

All done:

Now, to see what Rambold thinks of this new collet:
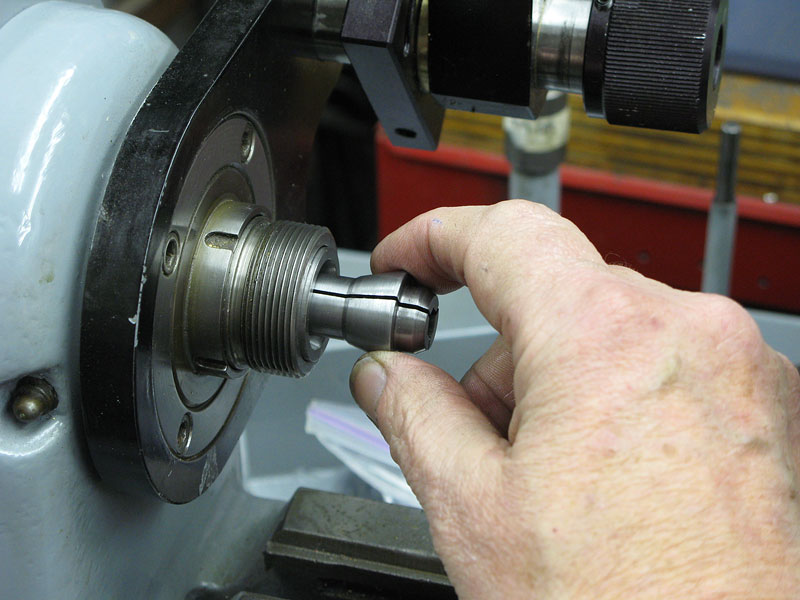
I turned a round section on some1/4" brass hex rod, loaded it in Rambold's collet, and checked the runout with a dial test indicator:
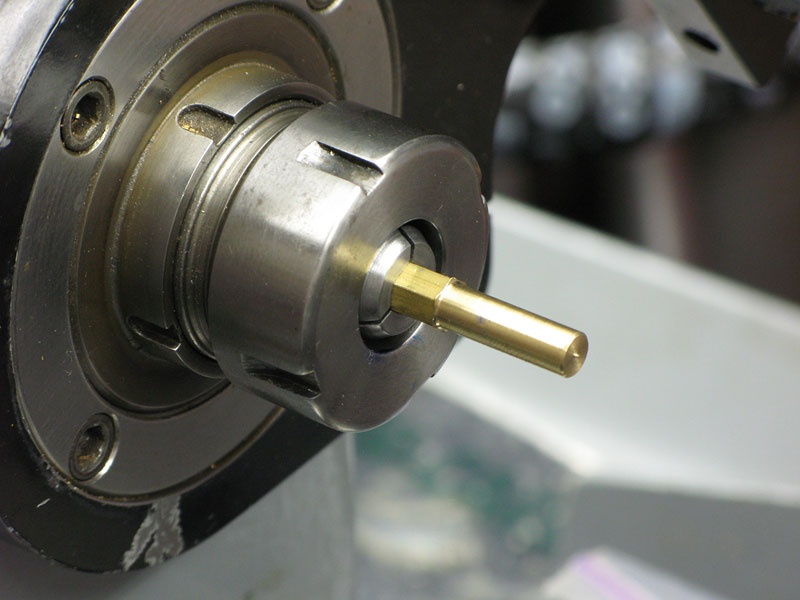
Oops, forgot to take a picture that shows the indicator. Well, it was around .001 runout - good enough for me!