
Please click on the small images to see the large views.
Rotary Table Fixture
Plate
© Frank Ford, 200;
Photos by FF
I had a project coming up for which I thought it would be great to have a 12" diameter rotary table instead of the ten-inch Yuasa that sits on the shelf near my milling machine. So, instead of going to the expense and having to lift the weight, I figured the next best thing would be to make an oversize fixture plate for the table I had. I got myself a nice 1-1/4" slice of 12" round aluminum and set about flattening it with my shop-made fly cutter:
Just as a reminder, here's photograph of the setup I actually used:

I generally remove chip shields when taking process photographs. In the picture above, you can actually see the mill table, which I typically keep covered with the same 1/16" neoprene sheeting you can see behind it covering the knee dovetail.
I marked the center of the plate. I wasn't in need of great accuracy here because the plate wasn't exactly round:

I moved the plate to center it under the mill spindle, and zeroed the Dro X and Y coordinates:

I use this simple centering device fairly often. It's just a piece of 1/2" steel with a turned point.
Then I proceeded to drill some holes. One for center, and six in a circle to accept the T-bolts I'd use to hold the plate to the rotary table:

I countersunk the bolt holes for the cap screws that would engage the T-nuts below:

To make sure I had the six holes exactly on target, I used the online bolt circle solver at the Darex web site. (My DRO has bolt circle capability, but I haven't used it yet.)
Then I added a second row of stepped holes that would be threaded to accept locating pins so I could take the fixture plate off and replace it with assurance it would not lose its orientation:

I hand tapped the six locator holes for the locator pin screws:

I used gage pins to get a good fix on the width of the table T-slots and the diameter I'd need for my locating pins"

Then, on the lathe, I turned six pins, drilled and counterbored them for cap screws:

In went the pins:

And, on went the table, seating nicely with a light rap of the ol' lead mallet:

Now, to hold the table down, I inserted the T-nuts I'd made previously, and simply screwed them in place:

A bit of climb milling as I cranked the table around gave me a nice conentric smooth edge:

Using the same fly cutter, I milled the top side of the plate, which I had not surfaced before:

Here's the most important hole of all. I used 1/2" end mill to enlarge the hole to .625" by slowly cranking the table around, moving the X-axis, and repeately checking the diameter with gage pins:

My .625" hole only went halfway through the plate, so I drilled and tapped the rest of the way for 1/4-20 screws that would hold things in the center.
Setting the table at zero degrees, I milled a V-groove across, and then stepping 1/2" at a time, I milled concentric rings:

I figure those rings might come in handy for visually aligning stuff - besides, they look kinda cool.
And, with radius numbers, they even seem sort of official:

While I had my number punches out, I remembered to mark "0" on the plate so I'd be sure to replace it in the same location each time I put it on the rotary table:


Now, when I want to center the table under the spindle, I can do so easily and precisely, by holding a 5/8" end mill backwards in a collet, lowering the spindle right down into the fixture plate, shoving the table around to get good alignment. Then I lock the table down, set the DRO axes to zero, and I'm good to go:

The last bit was to drill a lot of holes and tap to 5/16-18 for holding stuff to the table:

For these holes, I power tapped simply switching the mill forward and reverse at slow speed using lots of WD-40 lube, and a spiral flute tap so chips would be carried up and out of the holes.
Ready to rock:

OK, here's a fun first project, for sure.
Fun because it's relatively easy, and fun because it's part of a trade deal I have with my old pal, Al Dodge. I make some small banjo parts and things for him, and he feeds me lots of antique music MP-3s.
Al is one of the founding members The Cheap Suit Serenaders (along with R. Crumb, Bob Armstrong and Terry Zwigoff) who still do an annual gig (usually without R. Crumb who lives in France) at the Freight and Salvage in Berkeley. You can find him, and some of his music on his web site with the rest of Dodge's Sundodgers.
Here's Al's mandolin-banjo, a B&D Silver Bell - a fine professional instrument from the 1920s:

You won't want to miss hearing Al playing lead on this instrument along with four other banjo players on YouTube:
Dodge's Sundodgers Go Wild With Banjos
Above, I'm measuring the diameter to make an armrest that will fit this small instrument. It has a ten inch diameter head - that's a full inch smaller than today's standard, so nobody makes an armrest that will fit this oldtimer.
Now, I suppose I really didn't have to set the table on center for this job, but I figured it would make measuring the diameter quick and easy by using the DRO, so I centered the table as above by sticking an end mill into the center hole, locking the table down and setting the DRO coordinates to zero:

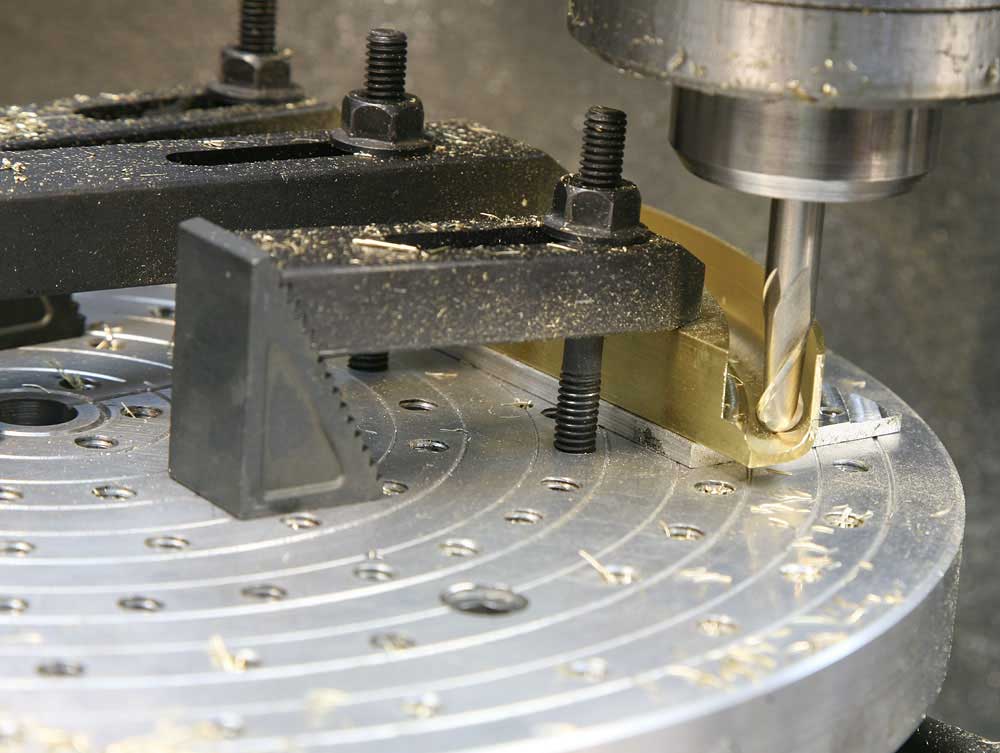
I moved the X-axis until the edge of the backwards 5/8" end mill was just a hair beyond the final outer diameter I'd be cutting:

Notice the sacrificial aluminum I have placed under the brass piece.
Next, I clamped down the brass:

Most of the parts of good quality banjos are made of brass, and while this sort of armrest would ordinarily be formed from sheet, I milled it from solid because the cost of materials doesn't matter much for this kind of "one-off'" thing, and I don't have the chops to bend heavy brass to the shape I wanted.
I locked the table on all axes for each cut I made:

First, I ran a roughing end mill around the outside perimeter to remove the bulk of material:

Then, a finishing cut:

A corner radius end mill finished off the outer surface of the armrest:

I thought a while about how I'd locate the piece when I flipped it over to mill out the inside of the armrest, and I ended up setting my two biggest indicator holders as work stops:

Then, it was easy to turn the part over, and get it set right on radius:

As I was putting the indicator holders away, I realized a pair of small c-clamps would have done the job just as well, and maybe a bit more easily. . .
I ran a ball end mill through the piece taking about .05" on each pass until I reached depth, and slowly widened the groove until I had a suitable outside wall thickness for my armrest:
I swiched to a flat end mill to finish the inside surface:

And then to a tiny one to make the parting cut:

For this cut, I made lots of passes plunging very slowly until the piece jsut about fell off:

A bit of finishing on the belt sander to round over the ends, and I was done:

Here's the final product:

Well, final for me. Al is going to braze the armrest to a pair of supports, and then have it nickel plated to match the rest of the hardware on his instrument.
Looks good, I think:
