| With a slight groan, the bolt holding the rear jaw sheared off, and the bottom casting broke behind the jaw. | |
| Here's a crack visible on the other side. | |
| Once I took the vise apart and unscrewed the remaining back jaw fixing bolt, I could lift off the other broken part of the casting. | |
| "Step A" was to align the vise on my milling machine table, and mill the broken area straight across to clean up the damage and prepare a surface for some reinforcement. | |
| A quick touch with a lefty drill and the broken bolt spun right out. As you can see from the photo, I kept the key in the back jaw so I could use it to retain good alignment of the back jaw as I rebuilt the vise. | |
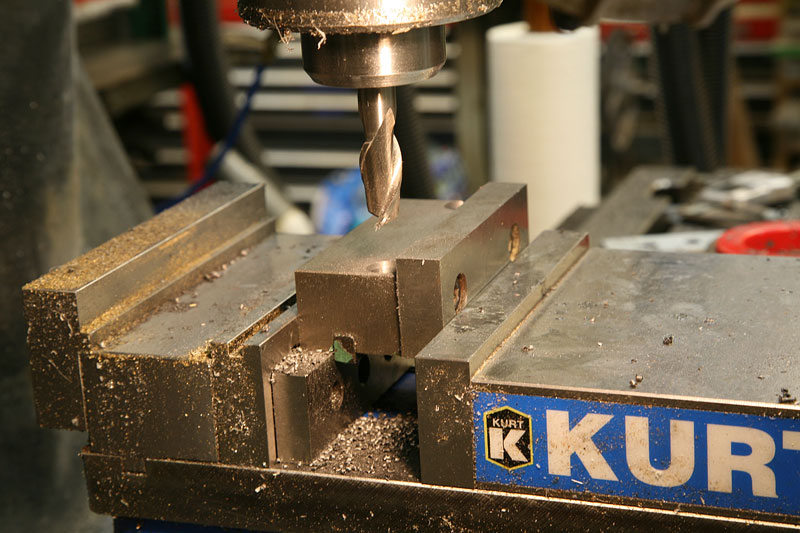
| Seeing what weenie little bolts held the back jaw in the first place, I decided to beef up that bit of underachieving hardware. So, I drilled the back jaw for some new bolts that I planned to run down through into the casting below. I figured I'd better countersink the bolts at least partially to make sure they'd be below the upper surface of the vise jaws. | |
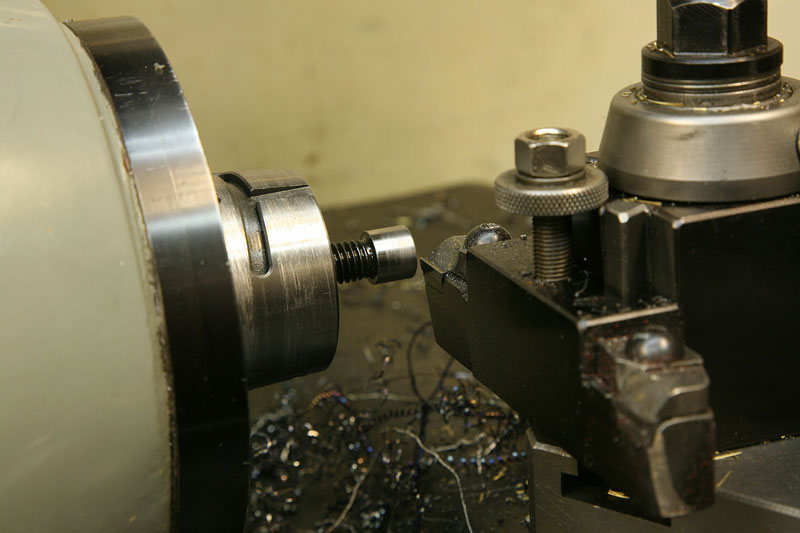
| I turned the bolt heads down because there was not enough clearance behind the vertical jaw section for the big bolts I wanted to use. | |
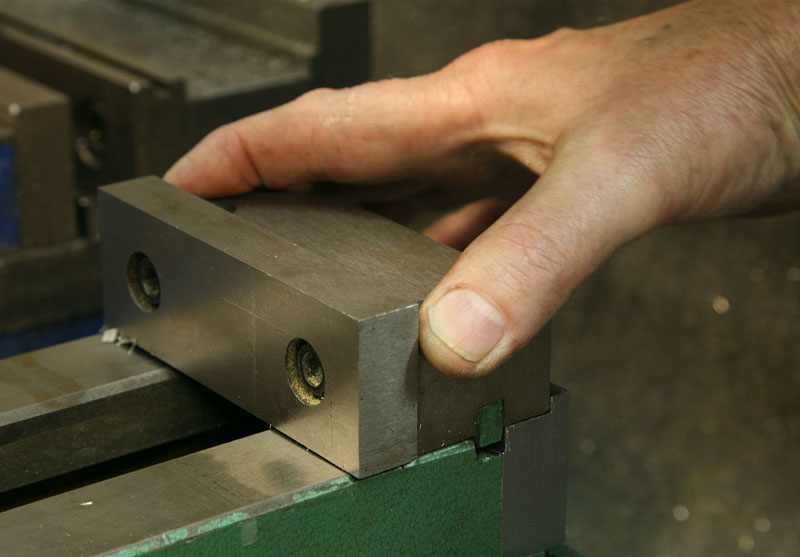
| I held the back jaw in place to mark the location for my new screw holes. Note that I retained the key in the back jaw so I could index it back where it belonged in the base. | |
| I drilled and tapped the base for my new screws. | |
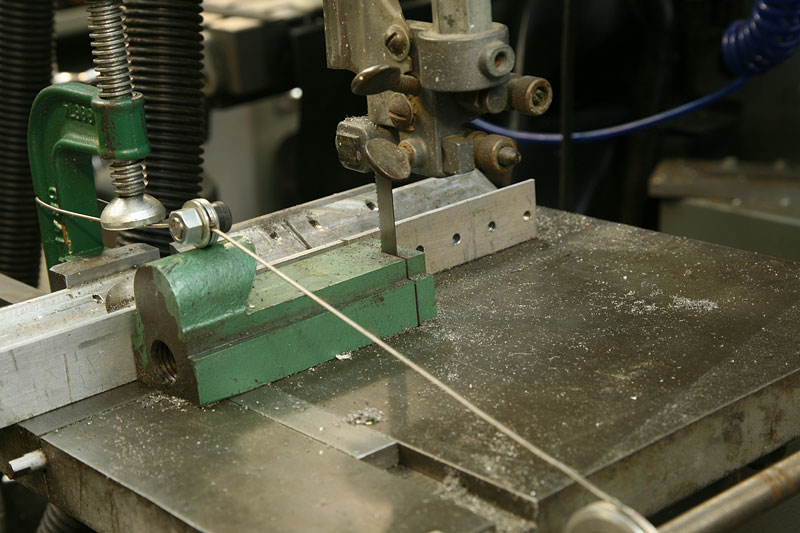
| Since I figured on bolting my reinforcement straight across the back of the vise, I'd have to shorten the lower section of the moveable jaw, so I ran the jaw past the closing point, and marked what I'd need to cut off. | |
| My little gravity powered bandsaw rig made short work of the cut. | |
| Looking around the shop, I found a nice bit of cold rolled 1018 steel to use for my reinforcement, and I squared up the block. | |
| On the drill press, I countersunk four screw holes for bolts I could sink into the end of the bottom vise casting. | |
| Clamping the piece in place, I simply drilled through the clearance holes with the appropriate tap drills | |
| and hand tapped right through the holes to be certain everything would line up nicely. | |
| After screwing the reinforcement securely and permanently in place with some red Loctite, I set the vise back on the mill and milled the top surface exactly level with the ground top surface of the bottom casting. I left a bit sticking up at the back edge for extra support of the fixed jaw. | |
| Then, I carefully widened what was left of the key slot to accept the key from the back jaw. | |
| A few trial fits, | |
| A few light cleanup passes, and I got that back jaw to fit tightly in place. | |
| Now, with the big hold-down bolts and my rear reinforcement, I'm counting on this vise to keep on squeezing! |
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}