
Getting Started
Checking Basic Mill Setup
© Frank Ford, 2008; Photos by FF
Before you start to work with any tool, it's important to make sure that it is ready for your use. Unlike simple tools such as screwdrivers, hammers and wrenches that don't need routine attention, virtually all machine tools have loads of controls and adjustments that affect their performance. Particularly in a shared tool environment, it's important to check the equipment so you'll have a safe and productive work session.
When you approach the milling machine, you might notice that the person who used it before you had changed some important adjustments. Vertical milling machines generally have adjustments for tilting the head both side-to-side and front-to-back. Here, the milling head has been left tilted backward at a serious angle:
Clearly, there'd be no chance of drilling a vertical hole with the head in that position. While it may seem careless to leave the head tilted that way, at least the next person using the machine will KNOW that it needs to be realigned. Most of the time when the head is out of adjustment, you can't see it at all. It may seem simple enough to rely on the graduated degree markings, but you can't see them closely enough, and you can't trust their accuracy. These markings are here only for rough estimations of angle:

Before starting a job where accuracy is at all important, it's necessary to make sure the mill head is aligned square with the table. Aligning the head is usually called "tramming" because the technique requires a dial indicator held in a horizontal arm to "sweep" the face of the table. Tramming is a subject for a slightly more advanced tutorial, so here we'll just concentrate on simple checking of alignment. Most of the time the milling machine will be in respectable adjustment, so a simple check is all that's required for you to have confidence to begin work.
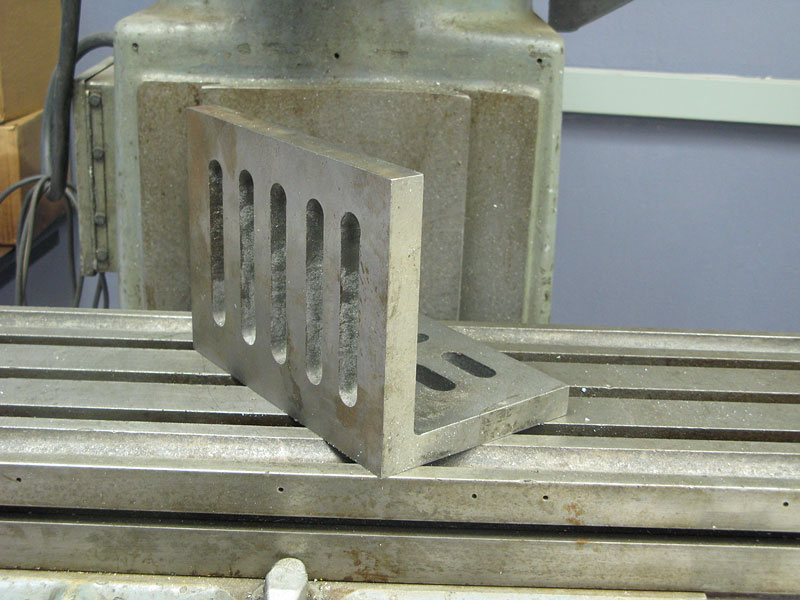
Clean any chips or dirt off the surfaces, and place a large angle plate on the milling table, with its face roughly parallel to the "X" or long axis of the table. Mount a dial indicator in a collet or clamped to the quill and bring it down close to the table. Use the "Y" axis crank to bring the table forward to touch the tip of the indicator and bring the dial to the zero position:

Then, slowly raise the quill to notice how much the indicator moves. If the head is perfectly "in tram" then the indicator will show essentially no movement through the full height of the angle plate. You can decide how accurate you need the adjustment at this point. For most regular work, a few thousandths of misalignment over several inches may be insignificant.
Once you've measured the "fore and aft" vertical alignment this way, turn the entire setup ninety degrees to measure the right-to-left alignment in a similar manner.
Now, with the head checked, we're ready to work, yes?
Well, maybe not. Many, if not most, milling operations are carried out on work pieces held in the milling vise. The vise is clamped to the table, but is it aligned to the axis of movement? Better check that, too.
The same dial indicator held on the quill does the job nicely just as above. Bring the table forward until the fixed jaw of the vise brings the indicator to a zero position, and run the table to the right and left with the X-axis crank:

If the vise is aligned to the X-axis, you'll see virtually no movement of the needle. Once again, you can judge how accurate you need to have the setup, but most of the time you'll want to be very close to perfect so you can make parallel cuts.
These are your vise alignment tools, a wrench and a mallet:

While they may seem rather crude, they are very effective and easy to use. If the vise is way out of whack, try to set it as closely parallel to the table as you can with the bolts loose. Then, as you check the alignment with the indicator, you'll tighten one bolt lightly, then the other, tapping the vise to get it into alignment. It takes a few tries to get the knack of it.
Now, you're ready to go, once you have made these simple checks and tightened the vise securely.