Please click on the small images to see the large views.
Cap Screw Holder
© Frank Ford, 2009; Photos
by FF
Over the years I've seen various different shop-made holders for presenting short screws to the grinder for a little "treatment," and I've had it in mind to make my own someday. Well, someday was yesterday, and here's what I came up with. I made four in all, for the #6, #8, #10, and 1/4" socket head cap screws I use so often.
Starting with some brass rod, I first made up the brass section that would accept the screw, drilling the appropriate clearance hole for the screw in the end, and threading the other end 1/4-28 to receive the handle shaft:
Then I used an end mill to make the clearance hole into a s lot, and I milled halfway through the side of the holder so I could slip the cap screw in from the side:
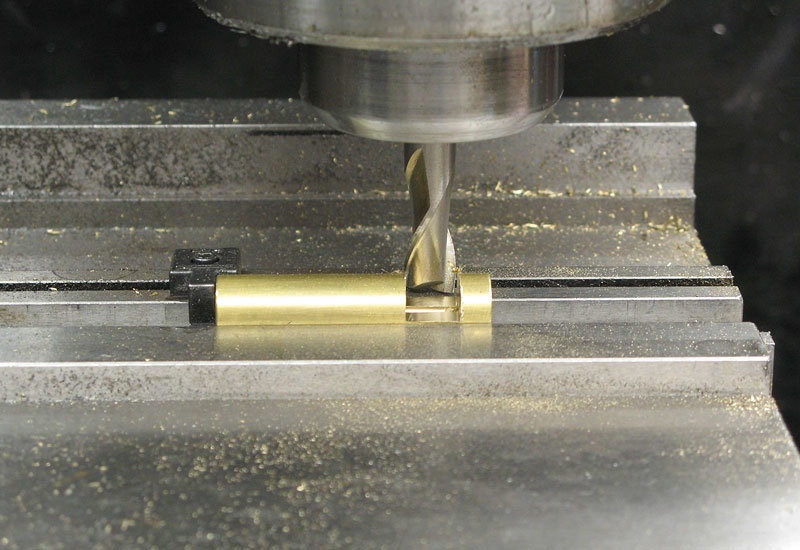
The next part was a bit tricky, so I thought for a while and came up with this way to recess the insde quickly and easily - I made a really skinny shank bit, and taking it really slowly, I milled in from the side, like this:

I'd made the bit by mounting a 3/8" end mill in a spin index fixture, using my little surface grinder to turn the shank down to about 1/8" - small enough to slip into the slot in my smallest brass holder:
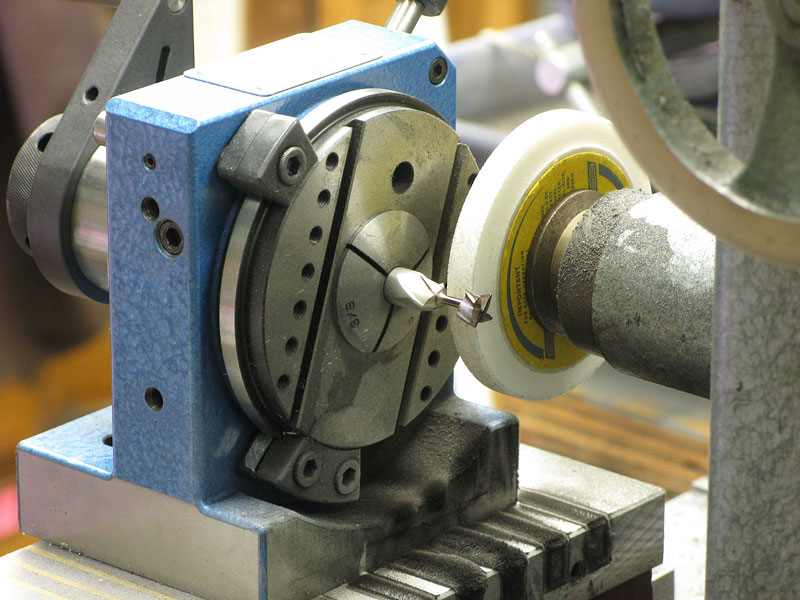
That was a mighty fragile bit::

Here's the holder, so far:

Back on the lathe for a bit of cleanup and decorative work:

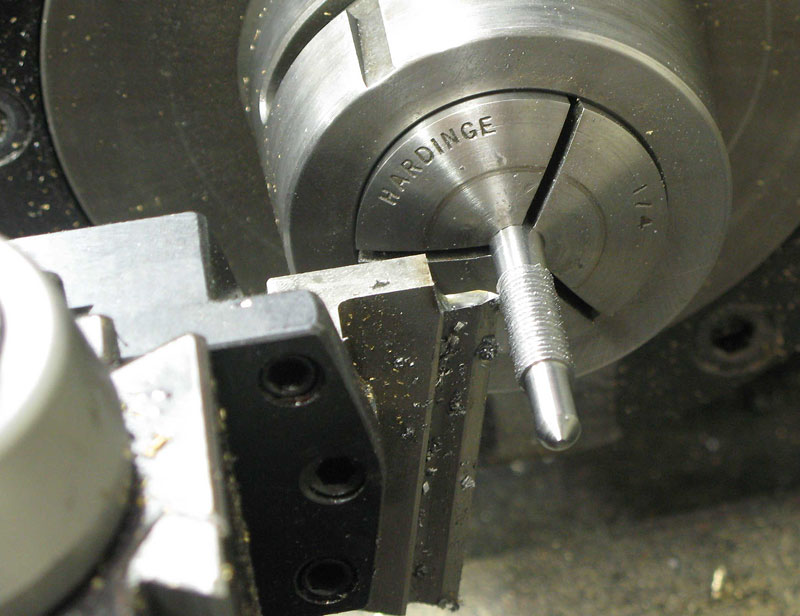
A piece of 1/4" O-1 steel rod getting threaded as the shaft of the tool:
All four, after a quick heat treatment:

The idea is that the ninety degree pointed end would seat in the hex hole of any size screw, so I made all four the same. I hardened the ends because it was a quick and easy thing to do, and I figured that it would eliminate wear on the points - those cap screws can be pretty hard stuff themselves.
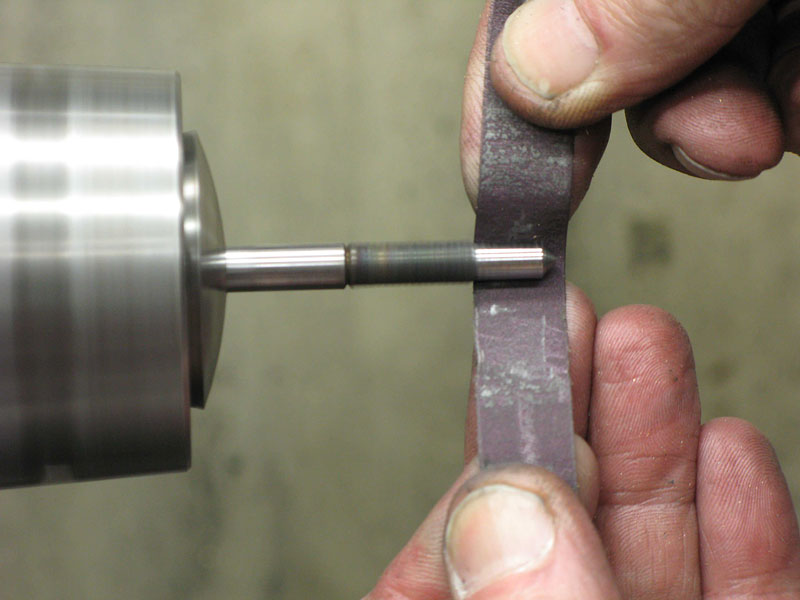
Brightening up the scaly part, and polishing the pointy end:
A couple of years ago I was at one of LMI's inventory clearance sales and scored a box of these Indian rosewood handles for next to nothing:

They'd suffered a fair bit of shipboard corrosion on the brass ferrules, so despite the price of fifty cents each, by the end of the day, virtually nobody had bought any. So, I made an offer on the box. . .
I wanted to be able to chuck the handle up easily so I could drill for the tool shank. I figured the easy way would be to grip the handle by its very end, stick the tailstock center in the ferrule hole, and turn a cylindrical section:

Yep, that made things go much easier:

Once I drilled the handle, I parted it off, leaving a short bit of small diameter wood on the end:

A little rol pin secured the handle to to the shank:

Now, holding the pin in the lathe collet, and using a cup center on the little pip left by the parting tool, I could finish off the handle nicely in the lathe:

Here they are:

Up close:

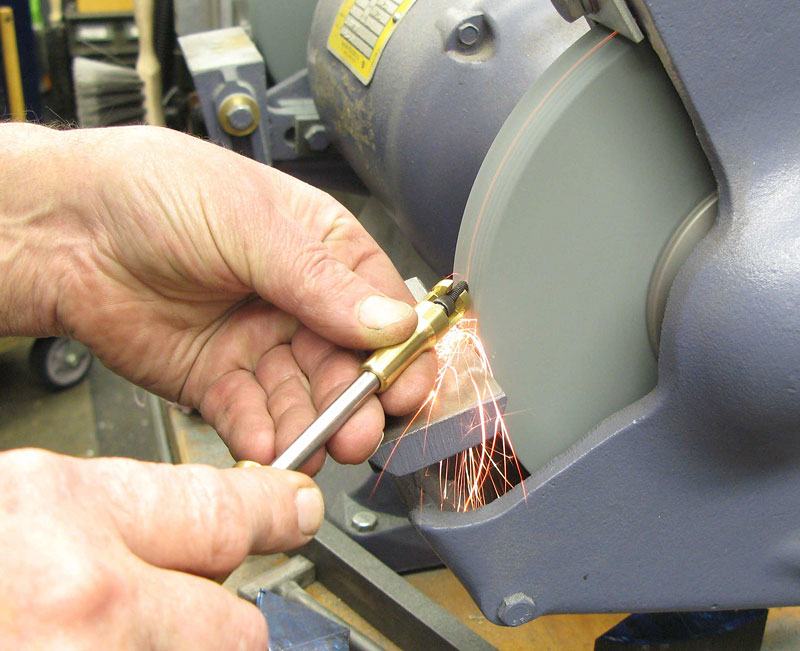
And, at work: