
Compound Setting, Part 2
©
Frank Ford 2007; Photos by FF
Earlier this year I finally got and learned to use a sine bar, so I figured it was time to upgrade my lathe compound angle setting ability. (Click here to see the article on my previous setup.)
My hope was that I could set up a rig that would allow me to set the compound accurately enough to do 5C, R8 and Morse tapers.
Please click the photos to get the big views.
Starting with a nice six-inch long hunk of aluminum I milled out a sort of "Z-shape"
that could ride on the edge of my lathe compound:
It would screw down from the top, so I countersunk a flat head screw:

And made a little T-nut to fit the slot in the compound:

I didn't photograph this next part, but I screwed the fixture in place and tested the travel with a dial indicator to make sure the upper section was parallel to the axis of the compound slide movement.

Turns out it was off by about .0015" over the length of travel. I checked the edge of the compound itself, and it, too was off by the same amount. So, I went back to the mill and spent some time setting up the cut, and milled off a little taper on the bottom of the aluminum that contacts the side of the compound. Back on the lathe, I verified that it was finally running straight and true.
Now, if I want to set an accurate angle, I calculate the sine, multiply by the length between the sine bar rolls, and stack up gage blocks between the sine bar and the aluminum fence:

With the tailstock locked in place, and the ram extended, I can grip the whole assembly and hold it tight to the tailstock ram while I gently tighten the compound:

Sometimes, I need a tap or two with a mallet on the compound to fit things up tightly, but all in all, it takes very little time to set the angle.
My first project was to be a slitting saw arbor for my mill, so I calculated and set the angle based on the specs for a standard R8 taper.
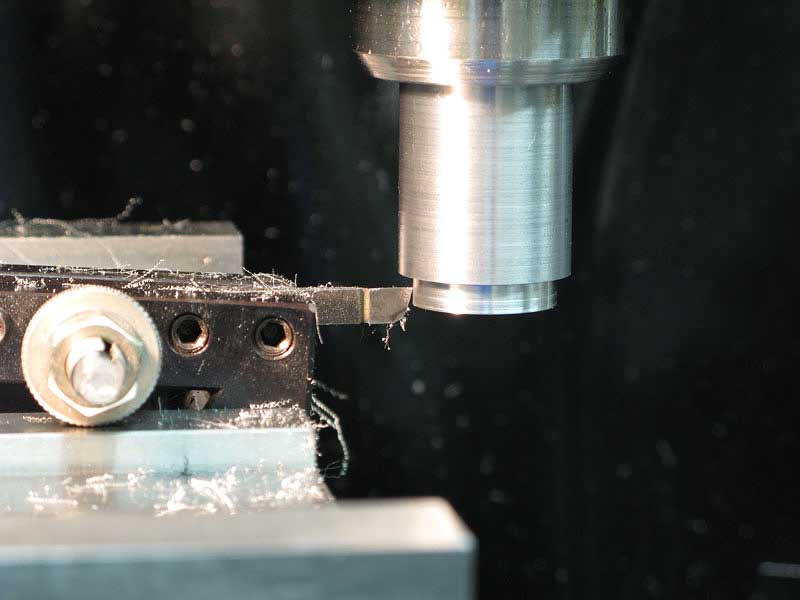
Just to check my angle setting, I chucked a piece of stock, drilled it, and bored using the compound:

I was particularly careful to get the tool set precisely on center, because any deviation would change my effective cutting angle substantially.
I wiped the inside of my tapered bore with some Hi-Spot, stuck in an end mill holder to see how it fit the taper:

Looked good enough for me. Now to make a new tool to use in my mill.
First I turned a section of 12L14 steel rod down to the appropriate diameter for the R8 shank:

Then, I could hold the small end in a collet to produce the taper:

I'd originally thought I could use my test taper hole piece as a gauge to check the taper on the rod without taking the piece out of the lathe, but I quickly discovered I couldn't swing the compound far enough to the left without banging into the headstock. So, I was constrained to turn the taper with the fat end away from the chuck.
Taking my blank out of the lathe, I wasn't surprised to find it fit my gauge, because I hadn't changed the compound setting:

After milling the key slot in the blank, I stuck my finger in the mill taper hole, and wiped on some blue stuff:

Sure, enough, the piece fit pretty well:

Now I know I can use this gauge for future projects.
After threading for the draw bar and for the saw blade retaining screw, I mounted my saw arbor in the mill, and, clamping a regular lathe tool holder in the mill vise, I turned the final blade mounting section right in the mill:
I locked the Y-axis, and moved the table up and down, while slowly advancing the X-axis. The idea was to get the arbor running as true as I could, so I thought it would make sense to turn it in place.
I trial fitted the blade until I got a nice tight fit. Then I went back to the lathe to turn some spacer washers and a clamping washer for the end. Here's the saw arbor, ready for use:

I have a regular slitting saw arbor, but the blade mounting hardware sticks out so far from the end, I wanted one that would be more nearly flush cutting:

Here's my little saw arbor kit:
