Big Brass Handles
© Frank Ford 2010; Photos by FF
It's a big old safe, and it has a pair of big old handles:

Unfortunately the cast pot metal was nearing the end of its useful life, and one of them finally broke:

Click on the photo below and you can see the nascent crack in the "good" handle:

I found a nice hunk of 1-1/4" brass stock, so I drilled and tapped two pieces to 1/2-20:
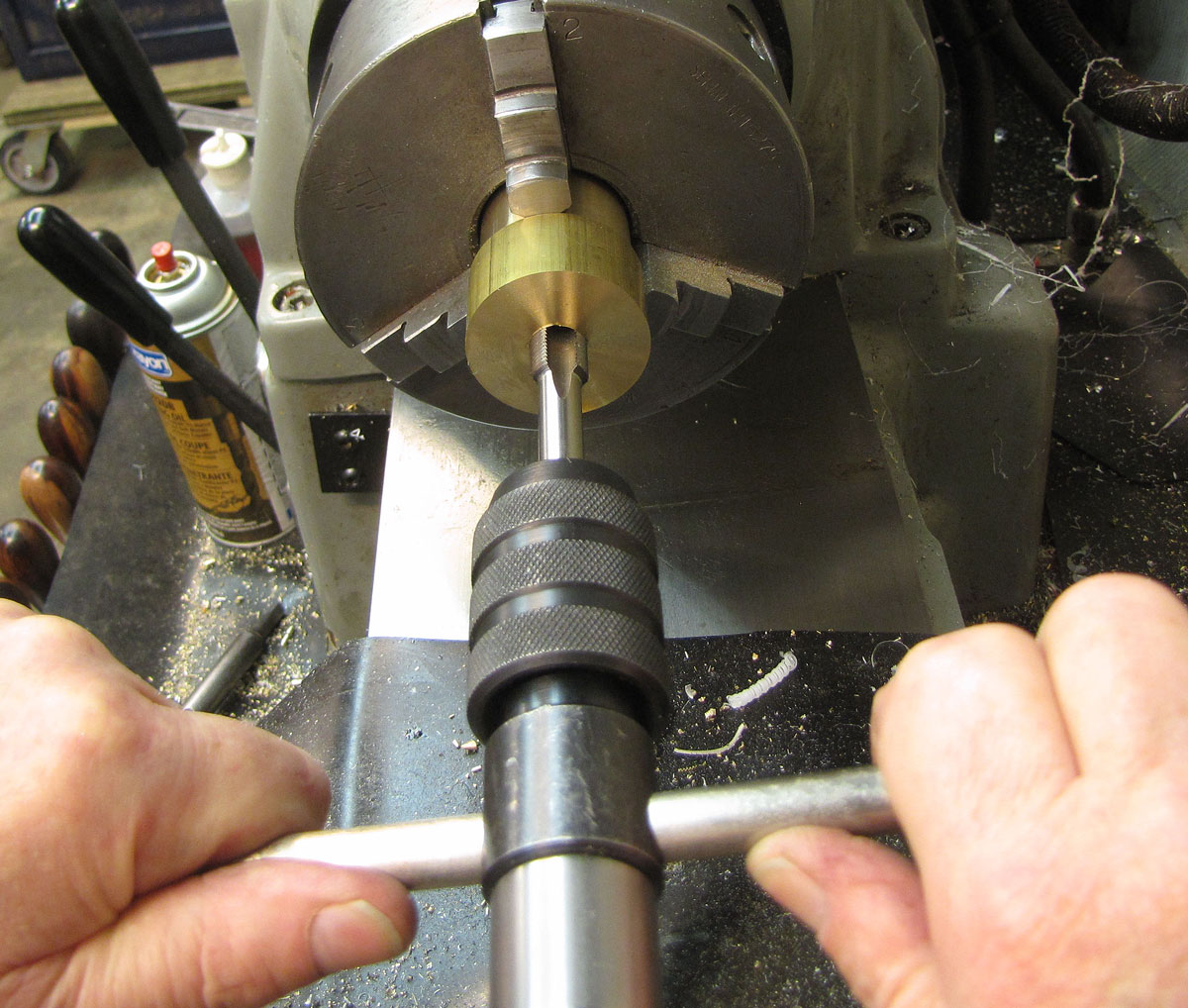
I figured I'd want to chuck, unchuck and rechuck my handle stud, so I mounted a piece of steel, drilled, tapped, and installed a 1/2-20 stud. This mounting would stay chucked until my handle studs were finished:

Then, I could simply screw on the brass parts to turn features, and take them off any number of times without loosing registration:

Out came my little tool post mounted radius turning attachement for the first cuts:
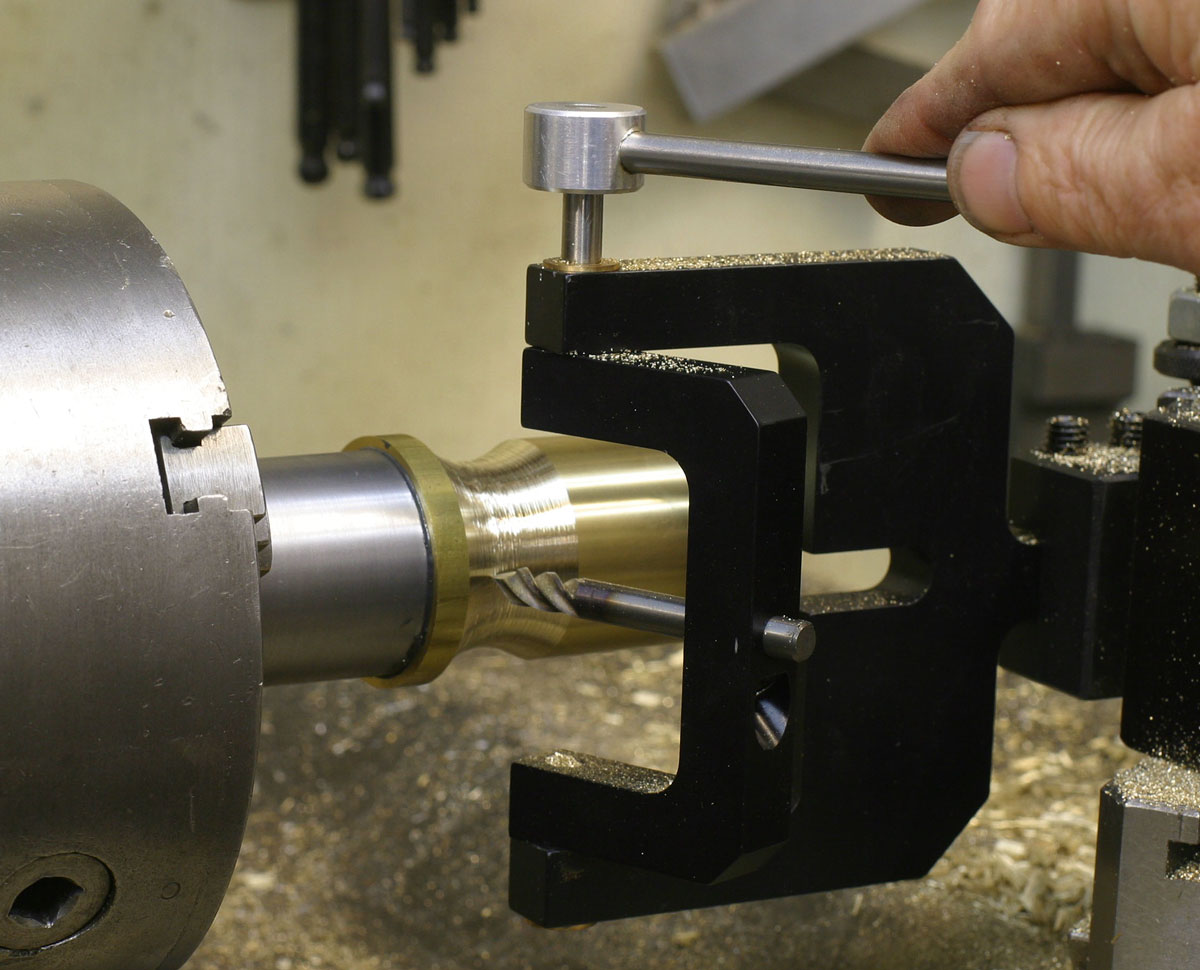
The bit provided with the tool wasn't long enough to do this internal radius, so if you click on the picture above, you'ss I simply used an old 1/4" end mill I'd sharpened to an appropriate cutting point. Larger internal radius cuts are ordinarily done with the bit reversed in the holder for better support. In this instance I had no choice but to use a long overhanging bit and take it really slow and easy.
Taking it slow and easy, I was able to make a nice smooth cut in each of the pieces:

On to the external radius - it's pretty easy to set up the tool to make a nice radius cut - I'll show that later down the page. Here, I rounded over end of each handle stud:
Starting first with 200 grit and finishing with 600, I "faired" the curves together to get a pleasing shape and smooth contour:

The handle shaft would be steel, so I used a piece of 5/8" cold rolled, and threaded one end of each to fit my new handles, and the other end for a securing nut on the inside of the safe door:
It was a quick trip on the mill to square the ends to fit the door lock mechanism:

With the shafts screwed onto the handles with red Loctite, I clamped the shafts in the milling vise, drilled and reamed them to receive the handle grips:

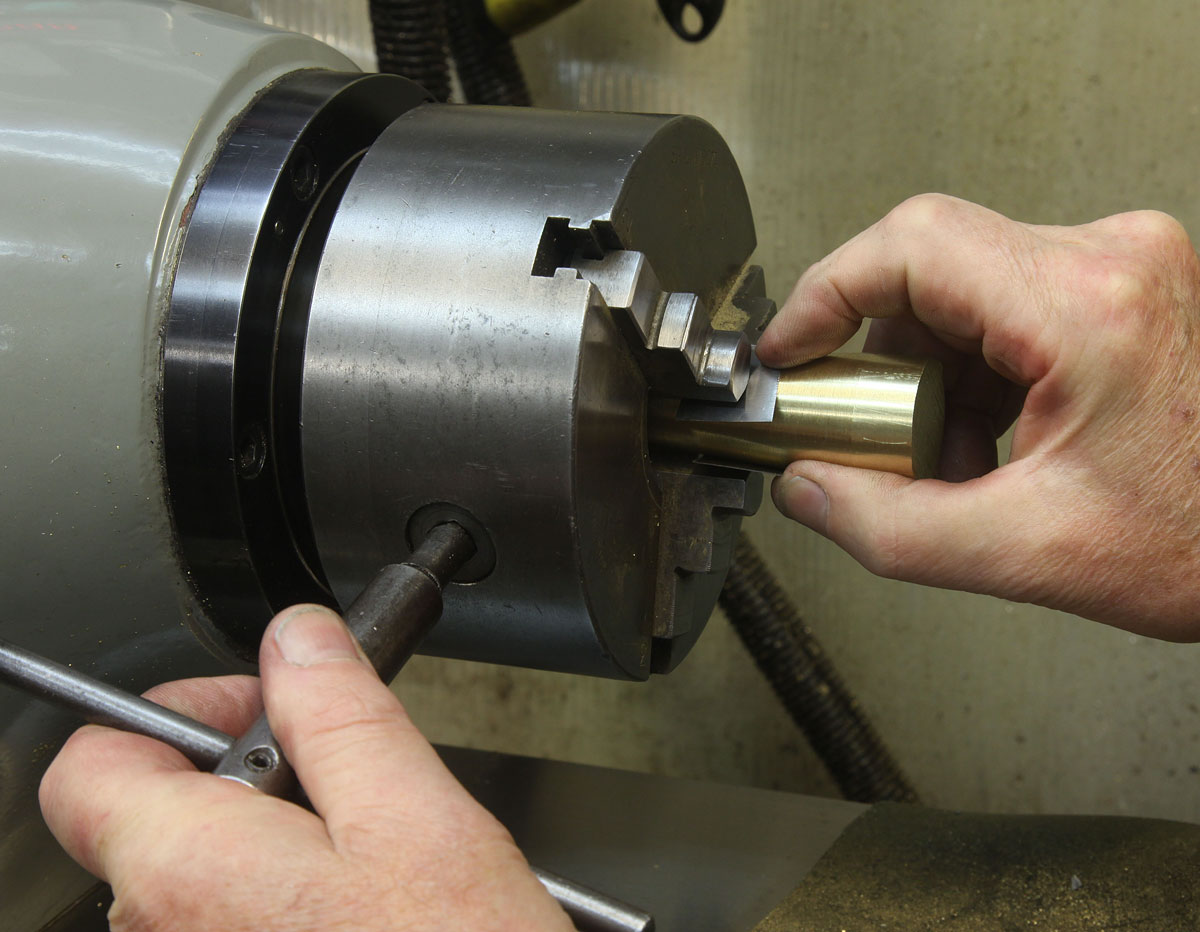
Making the grips turned out to be the most challenging part, and I'm rather pleased with my workholding solution for turning the rounded ends. First, though, I used a long-ish piece of brass to make a double ended part, leaving enoung in the center to chuck the piece securely.
I turned a cylindrical section to .0624 to fit nicely in my reamed .0625 holes:

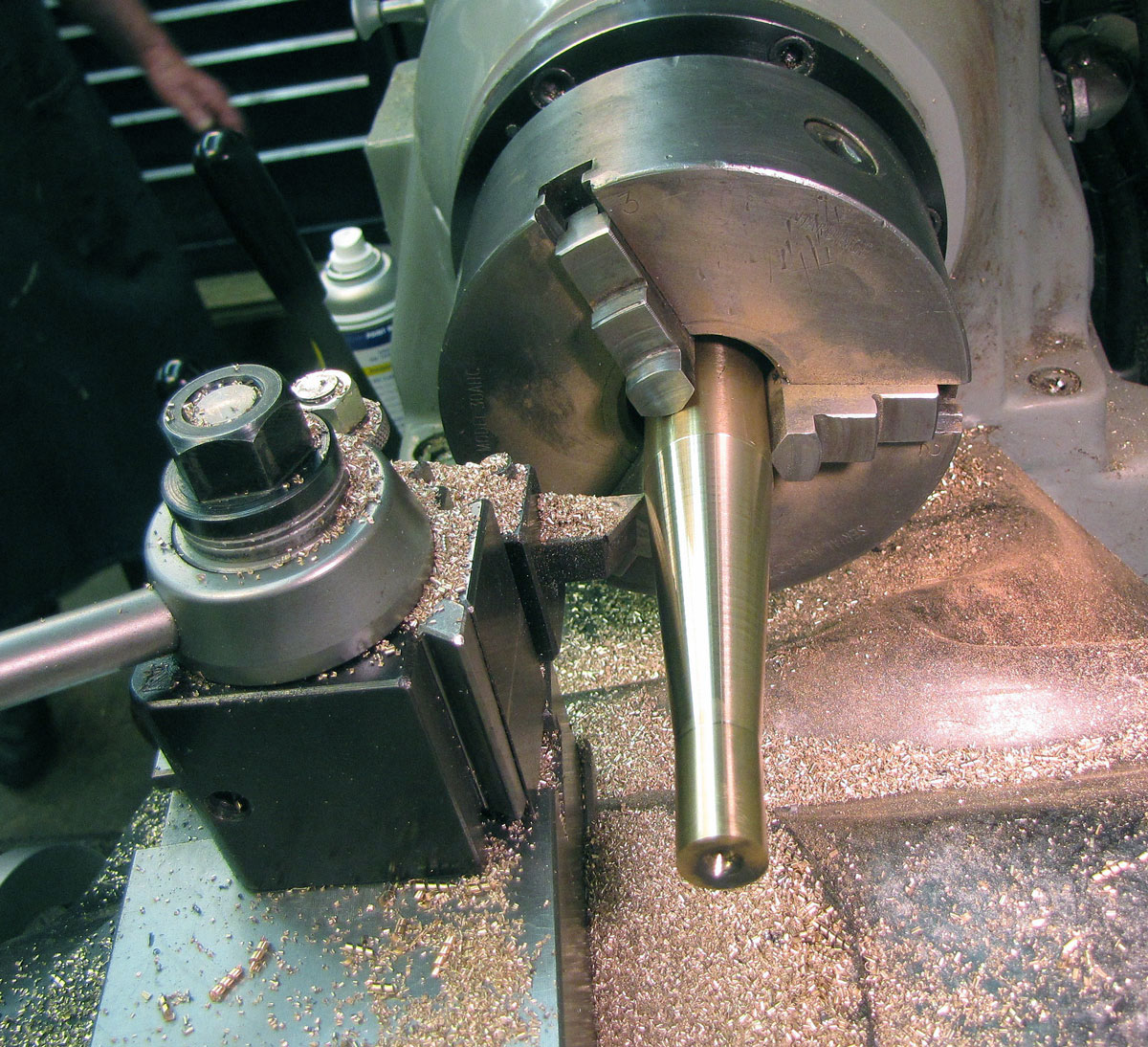
Then, extending the part farther out of the chuck, I turned the taper using the lathe compound set to the appropriate angle:

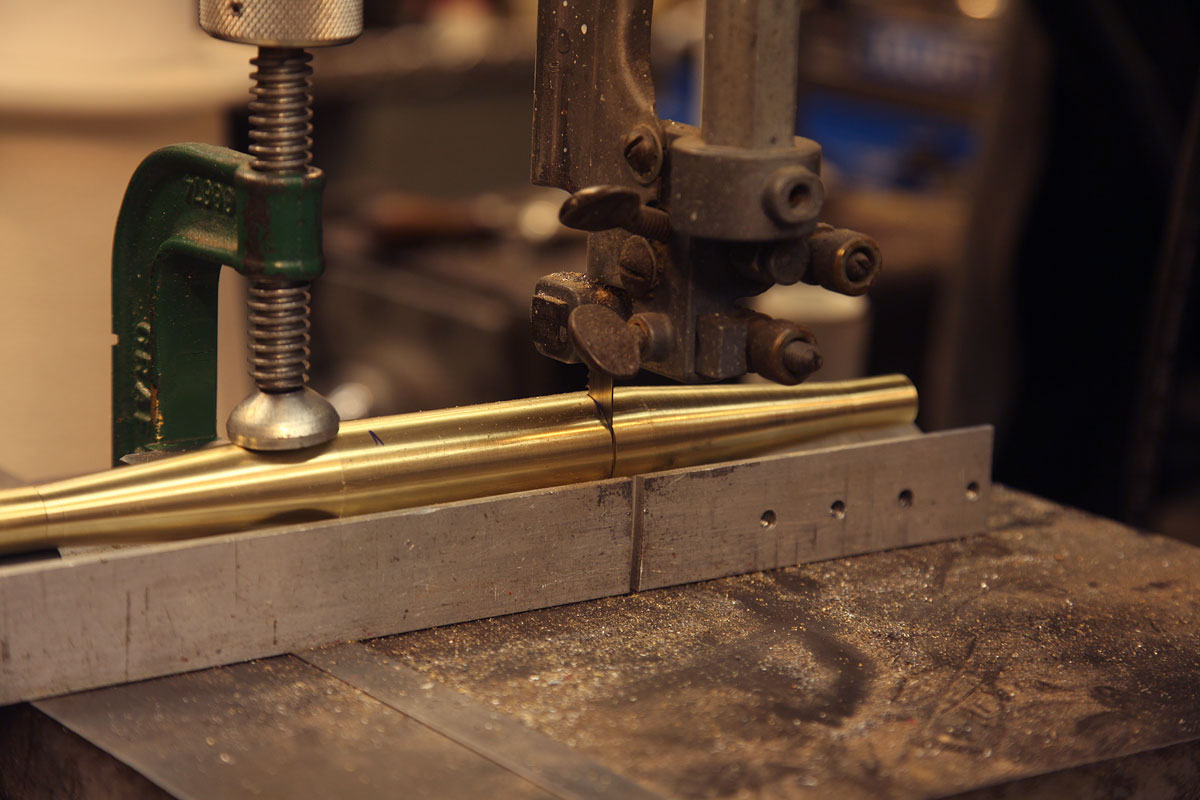
And, I parted off on the band saw:
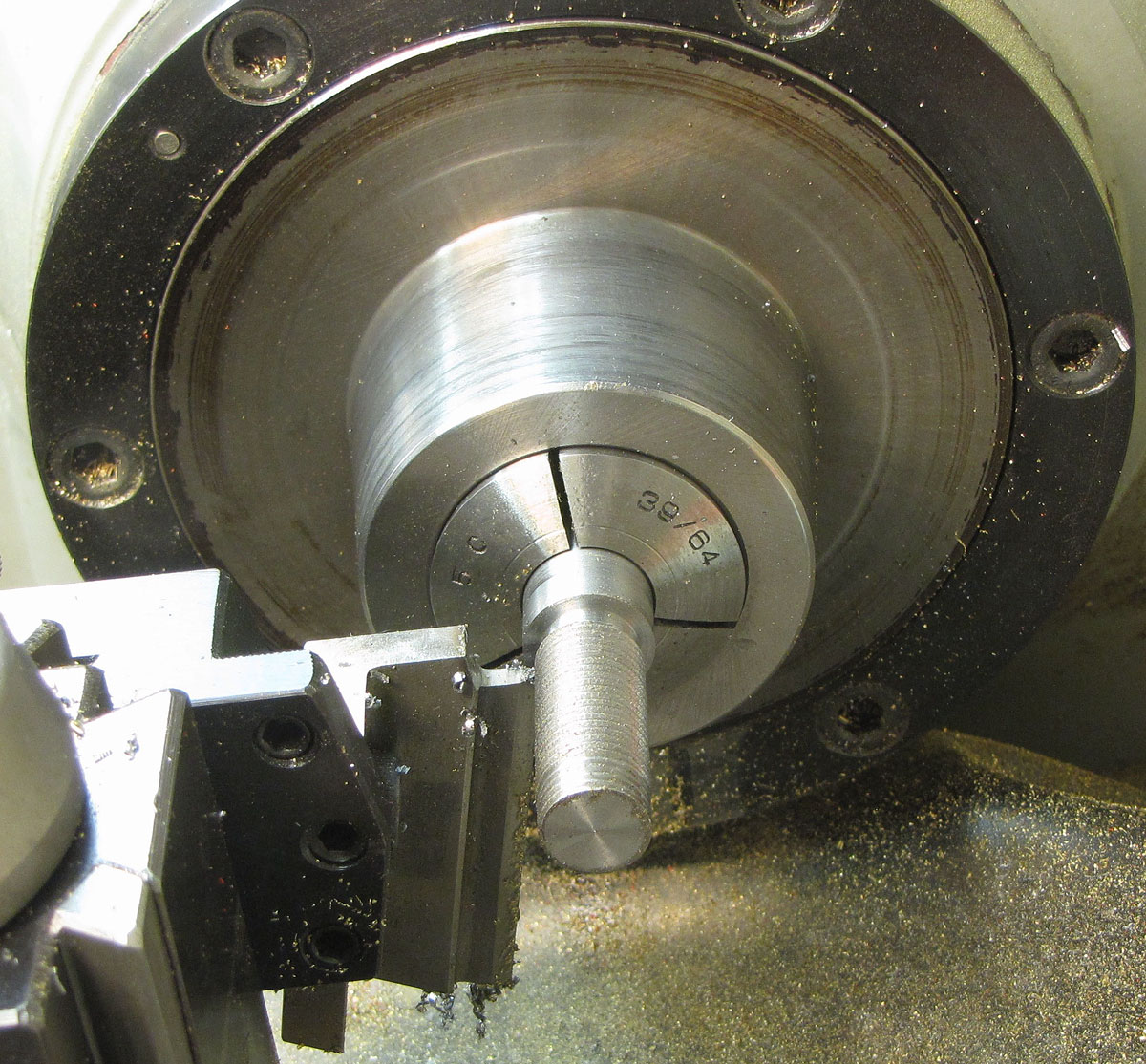
Here's the best stuff - chucking with both a collet and a three jaw chuck:
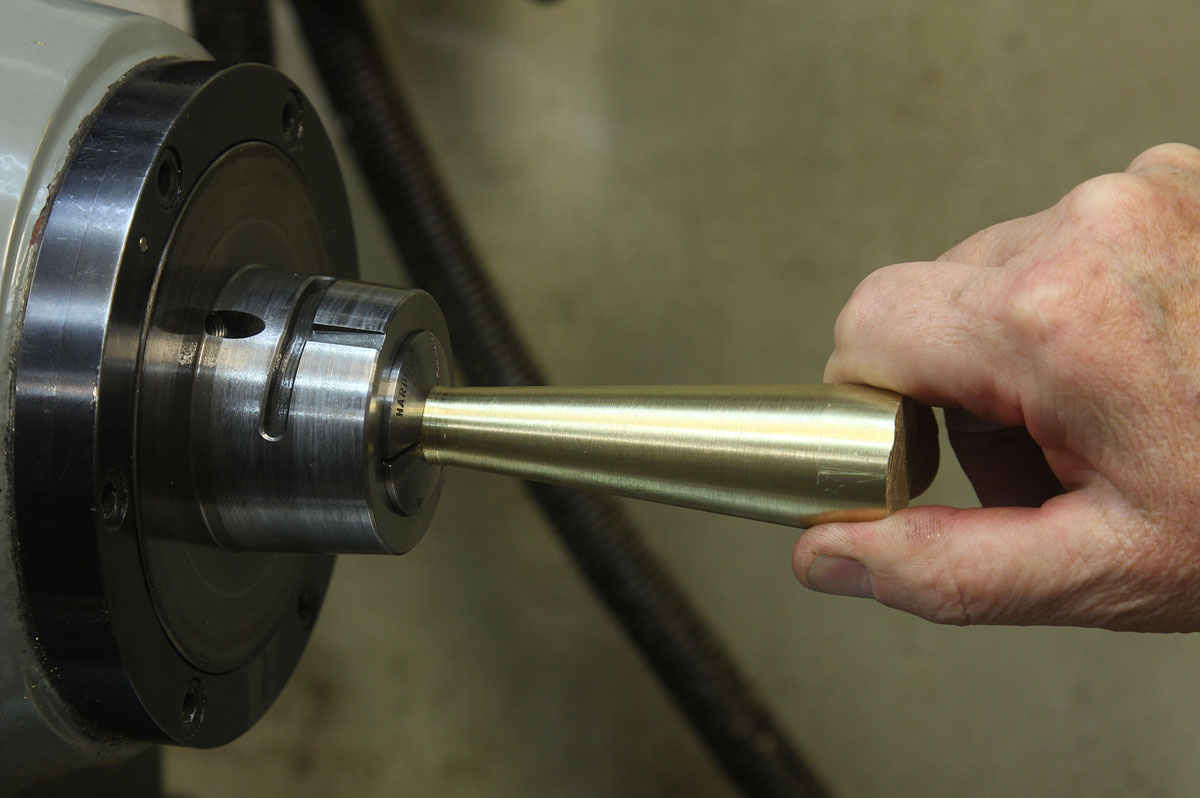
No problem holding the part with a 5/8" collet, but it needs a lot more support, so on goes the chuck:
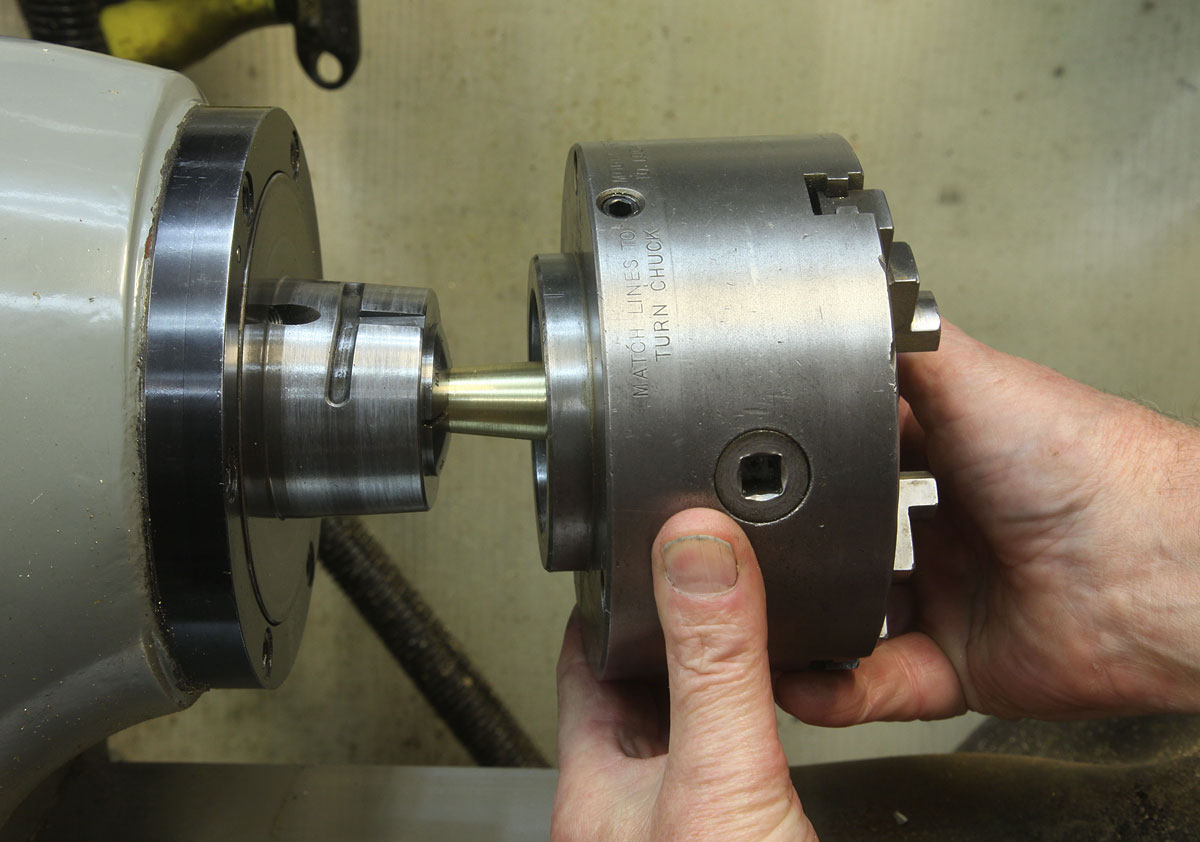
And, wrapping a turn of .008" steel shim stock, I could grip it securely without making nasty marks on my new turned surface:
Facing the end:

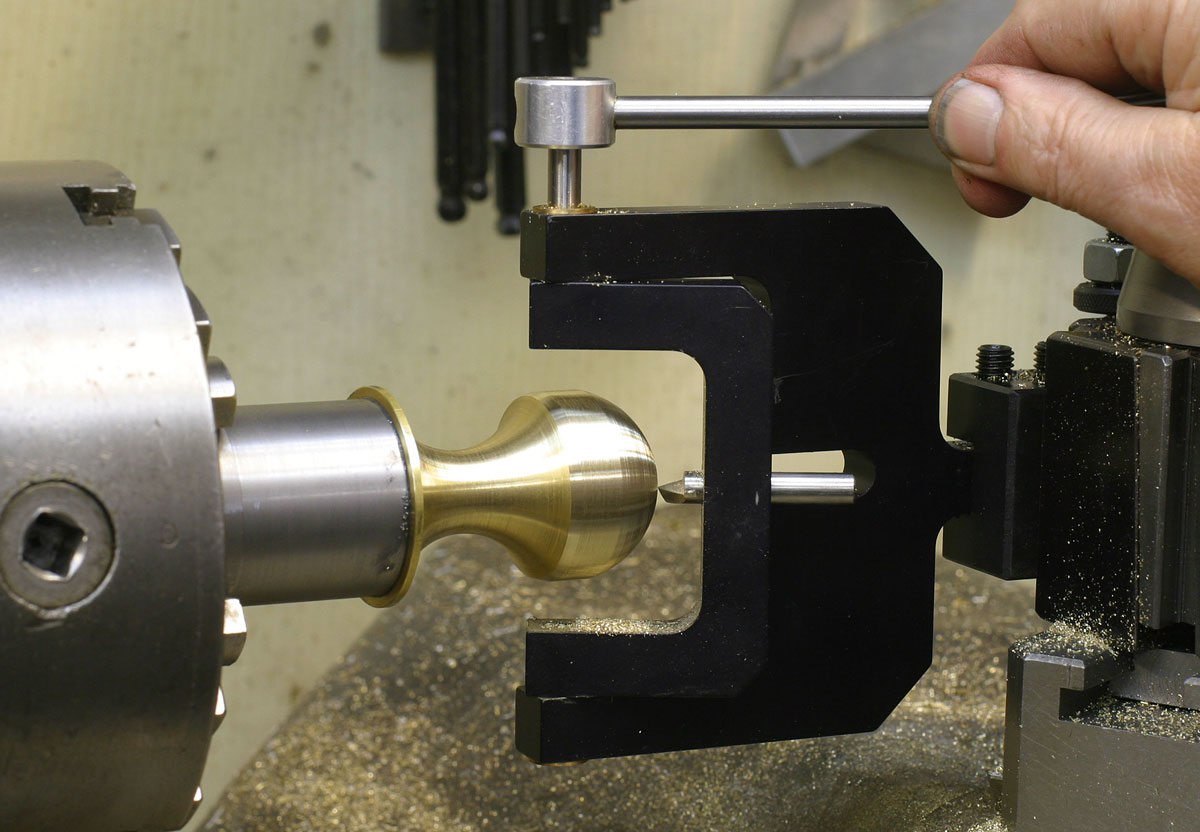
OK, here's that bit about setting up the radius turning tool. First I center the bit, orienting it parallel to the turning axis:
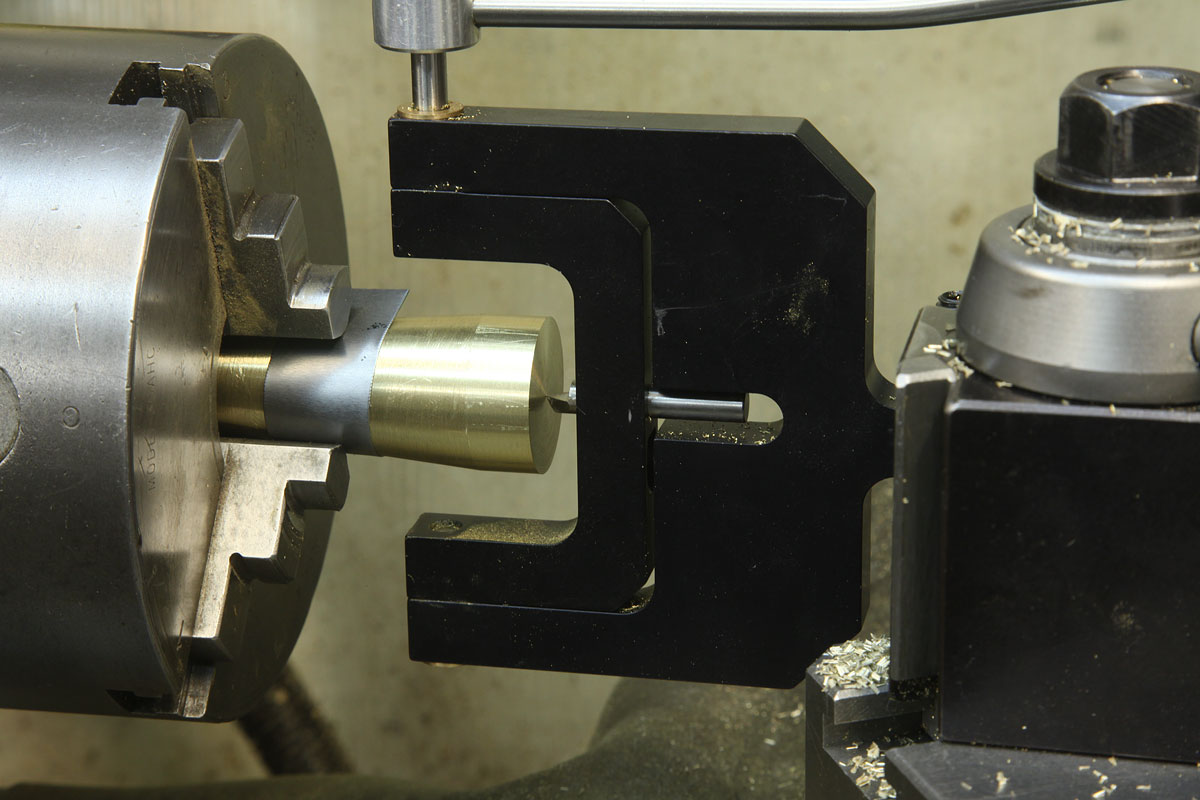
Then, I swing the cutter around ninety degrees, and set the bit in so it just touches the outer diameter of part:
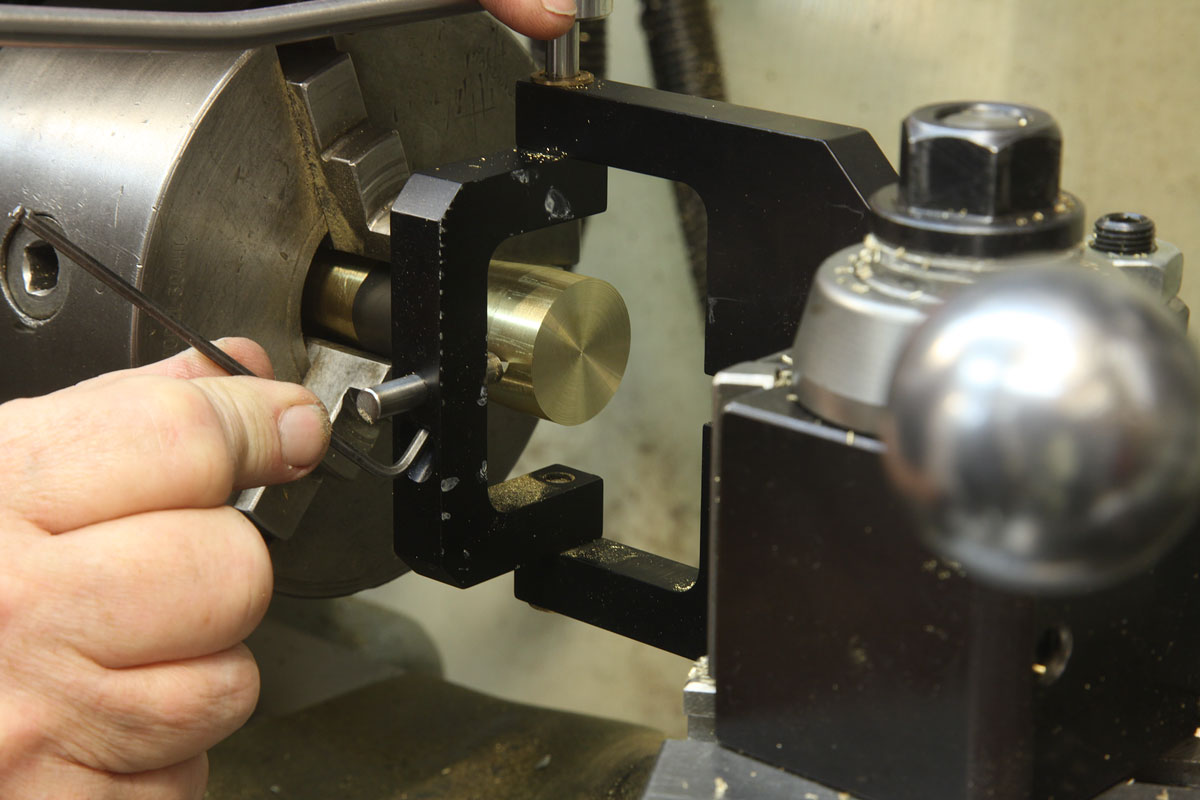
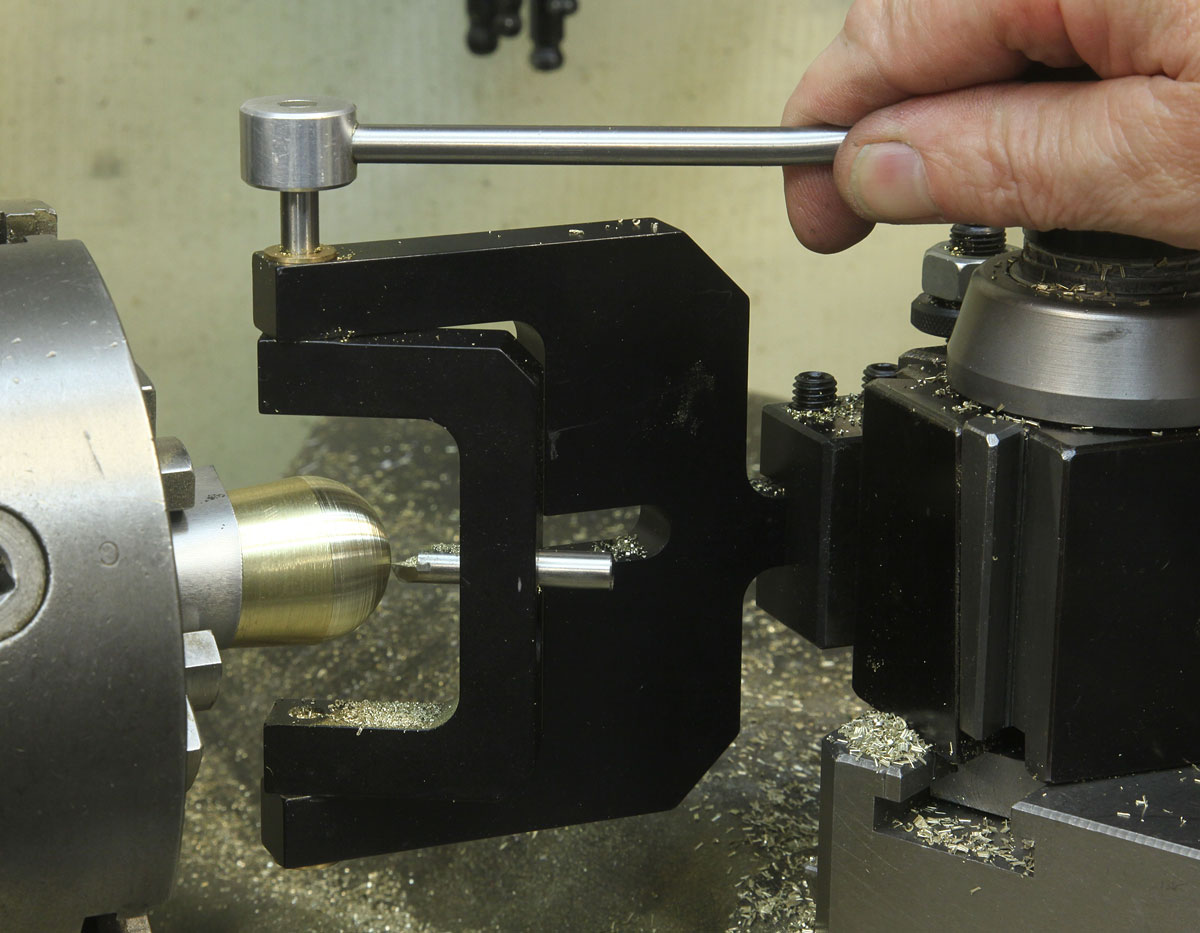
I backed off the compound (I'd reset it to my usual threading position of 29.5 degrees), and slowly started to take cuts until I had a nice hemisphere on the end:
Removing the chuck, I proceeded to give each tapered handle grip the "shoeshine" treatment with varying grits of abrasive cloth, again finishing with 600:

I provided each cylindrical end with a small V-groove to avoid pressure buildup when I installed them:

All the brass parts got a nice trip on the buffer for a final shine:

I used thin viscosity green Loctite bearing retaining compound to glue the handles together:

Had to work fast - that stuff has a mighty quick grab!
Here's a shot of the final product:

And, in situ:

