

































Page 2 of 3
|
|
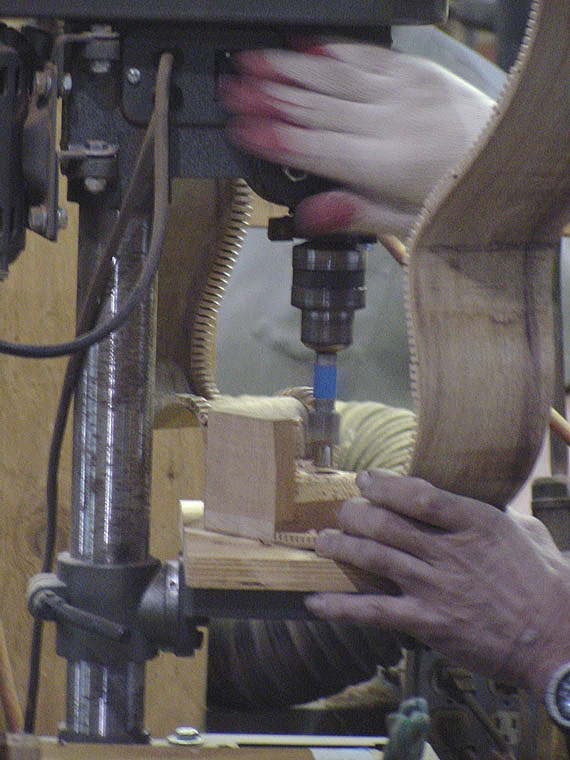
Counterboring the neck bolt holes. |
|
|
After the side is bent, it's marked for locating the side reinforcement braces. |
|
|
Side reinforcements help to prevent cracks by making the sides more rigid in strategic areas. |
|
|
They are glued in place before the linings are installed. |
|
|
Linings go right over the side braces, further reinforcing them. |
|
|
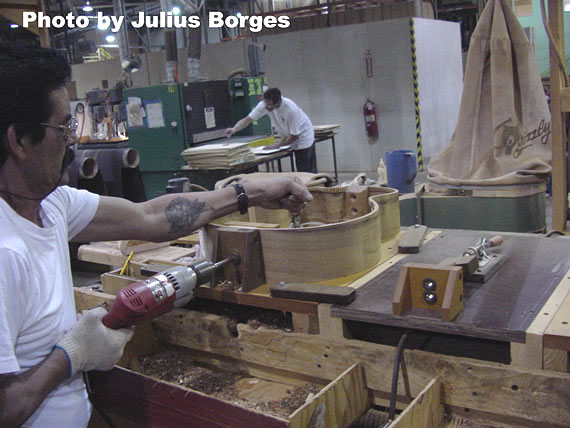
No factory tour is really complete without the standard "through the mold" photo! |
|
|
Neck blocks and end blocks are drilled so they index back into mold. |
|
|
Once the linings are glued on, the side assembly goes back into the mold so its shape will not be distorted as it is handled and assembled. |
|
|
Notice the screw in the mold. A screw at each end into the index holes keeps the sides held rigidly in place in the mold so they can be prepared for the top and back to be glued. |
|
|
This sanding box has two rotating discs, one with a "dished" radius for the top and one for the back. |
|
|
The mold assembly goes in. |
|
|
And a weight goes on top. As the sanding disc rotates, the weight of the assembly is enough to press the sides down into the disc. There are simple tops built into the box, so the sanding stops at just the right time, when the sides and blocks have achieved the correct radius. |
|
|
Smaller, flat top instruments are pressed against this vertical flat disc sander. |
|
|
The decorative end piece disguises the joint of the sides, and is routed on a simple fixture. |
|
|
Some glue, and a couple of smacks with a small hammer, and the job's done. |
|
|
Time to fit up the top and back. The overhanging ends of the braces are marked with white chalk. |
|
|
And, the back is set in place. At the neck block, there are two locating pins, where there will later be bolt holes. At the end block, it's a matter of centering by eye. Next, he'll mark the location of the sides on the braces with a pencil so excess may be trimmed off. |
|
|
Some firm raps to transfer the chalk marks. |
|
|
And, now the linings have clear marks so they can be cut to receive the braces. It's important to "let-in" the braces, so they are less likely to break loose by accident. |
|
|
The braces are trimmed short enough to clear the sides but still be set into the linings. |
|
|
All fitted up and ready to glue in the press. |
|
|
If everything is well fitted it takes relatively little pressure to glue the body together, so only one press screw is necessary. |
|
|
After glue up, the overhanging back and top are trimmed with a flush cutting router. |
|
|
Binding channels are also cut with a hand router. In fact, lots of routers, one for each style instrument and binding. |
|
|
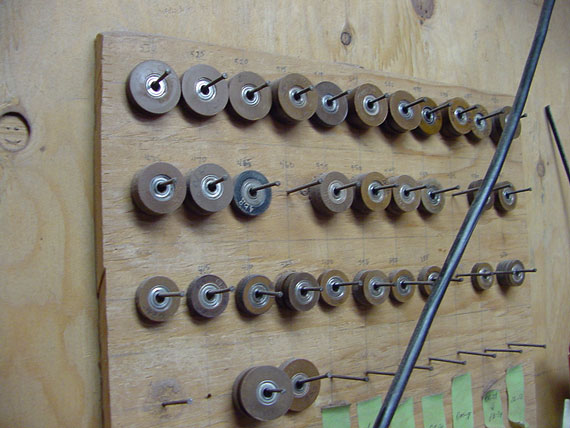
There's also a large stock of guide bushings for special binding and purfling combinations. |
|
|
Bindings are glued in place with that familiar tape we all love so well. |
|
|
A binding work stand allows access from all sides. |
|
|
Scraping the bindings level. |
|
|
Sanding the body before finish. |
|
|
A nice big stack of rough neck blanks. |
|
|
To avoid having to use heavy timbers and wasting huge amounts of mahogany, necks are made with extension "ears" glued on the peghead. |
|
|
Tacoma necks have an interrupted filler strip above the compression style truss rod. They believe it allows for more control of the neck when adjusting the rod. |
|
|
Peghead veneers being glued in place. |
|
|
Shaping the end filler strip for the neck bolt anchors. |
|
|
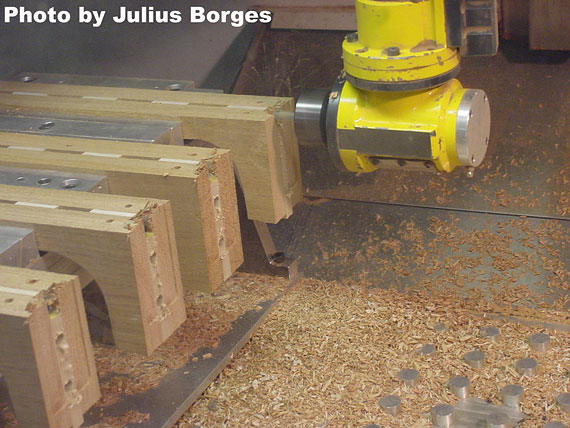
Here, the CNC cuts the recess for those strips. A this point, the CNC pretty much takes over the neck carving. |
|
|
Here's the end of a neck block with the maple filler reinforcement and the screw inserts. |
|
|
Fingerboards are glued quickly with this cool rig. All you do is just slip the assembly in, |
|
|
and turn on the compressed air, which inflates the bag, and applies plenty of clamping pressure. |