



















It's what I call "doing it the cowboy way." One slip and the big sander would do nasty things to a guitar. But, these folks don't slip, because they're well trained and skilled luthiers.












|
|
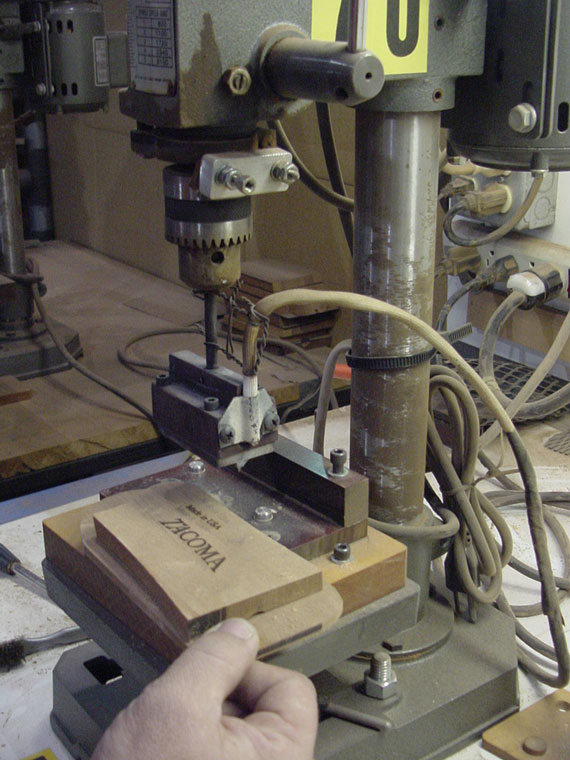
An old bench model drill press is fitted with a electrically heated branding iron. |
|
|
Final sanding necks. |
|
|
A bit of detailing at the end of the peghead. |
|
|
Here's the door to the finishing area. Filtered air is brought in from the outside so there's always an air flow from the finish area into the main shop. This way, airborne dust doesn't enter. |
|
|
Inside, the finish area is a labyrinth of rooms connected by doorways and an overhead conveyor track. Here, we can see the intense light of the U.V. curing booth, which is actually around the corner. |
|
|
Necks and bodies are suspended from the overhead track, sprayed, and sent along through the flash drying booth, U.V. curing booth, and so on. In this photo we can see through the doors of three of these "rooms." |
|
|
Unfortunately, most of the "line" was empty, having been unloaded for sanding the parts between coats. |
|
|
On they go, down through the rooms, around the corners, and back out. |
|
|
This is where the line is unloaded. We're looking at today's first spray coated necks. |
|
|
Here's a rack of maple bodies awaiting sanding between clear coat applications. |
|
|
Just look at this bigleaf maple. Not only is it highly figured with the "quilting" that's seen especially in bigleaf maple, but it's amazingly clear and unblemished. As he held out this guitar for us to see, he described the freeze drying process his maple supplier uses to avoid the brownish discoloration that happens by oxidation after the wood is harvested. Terry says the supplier has about 50 of those home chest type deep freezes, and he sticks the billets of maple in them immediately as they are cut. After freezing the wood goes into a huge vacuum chamber where all the oxygen is replaced with nitrogen to avoid the oxidation that causes the brown streaks and discoloration so often seen in maple. |
|
|
And, as everywhere else, there's the impromptu consultation about correcting small defects in the finish. |
|
|
Here a little void is cleaned before "drop filling." |
|
|
Sanding between coats. |
|
|
The final buffing. |
|
|
Some of the lesser expensive models have their bridges glued on before finishing. This is a high gloss model, so it's completely finished and buffed before the bridge and neck are installed. A surrogate bridge is placed on, indexed by two holes previously drilled in the top. This serves to locate the routing template. |
|
|
Clamped in place, the template makes it easy to use a light router to just skim off the finish. |
|
|
A few seconds and the job is done. This is all the dust that's created, because only a tiny layer of wood is removed - just enough to ensure a good gluing surface. |
|
|
Ready for glue up. |
|
|
Using the same index holes, the bridge can't skate around as it's clamped. |
|
|
Unlike the CNC or router template, this machine leaves open the possibility of a real disaster should the operator slip. It's a great big version of my favorite power tool, the 2"x 42" bench model belt sander. This one is specially made and has a curved platen against which the guitar fingerboard is held. The fingerboard is sanded perfectly straight end-to-end and given the correct radius in one operation.
It's what I call "doing it the cowboy way." One slip and the big sander would do nasty things to a guitar. But, these folks don't slip, because they're well trained and skilled luthiers. |
|
|
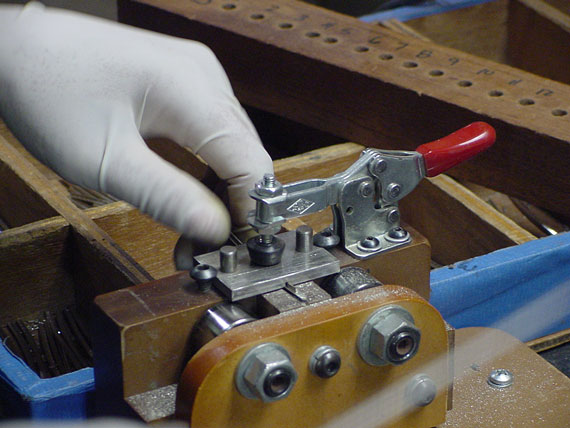
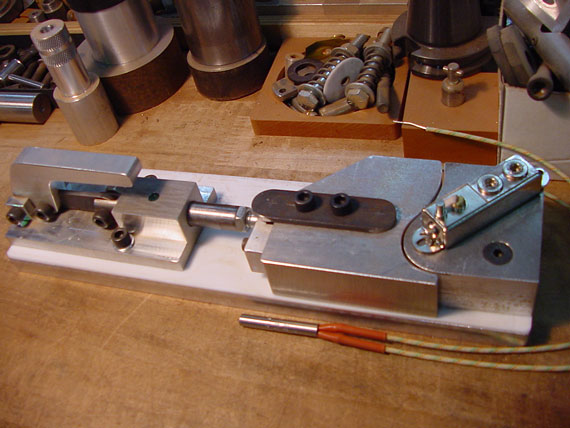
Dan Erlewine was especially taken by this little fixture. It holds the fret in exactly the right position for filing the little overhang end. |
|
|
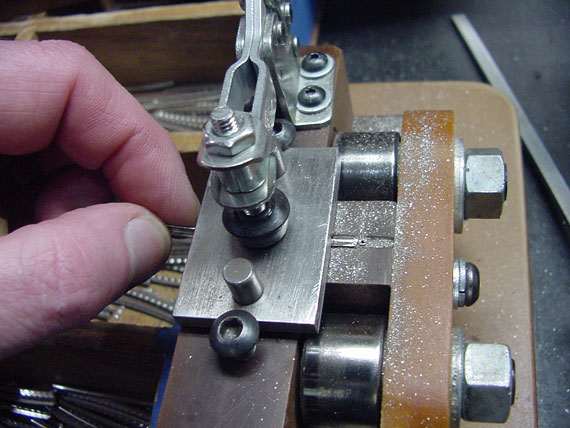
After the overhang is trimmed using the Stewart MacDonald/Collings fret tool, the fret is inserted into the holder and up against the little stop. |
|
|
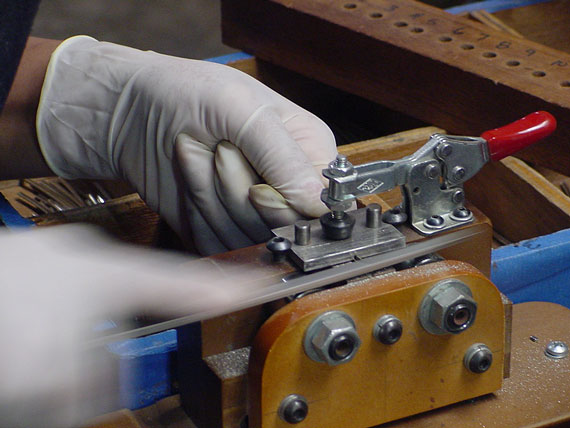
Then a quick (really quick) stroke or two with a file cleans up the overhang perfectly. There are two ball bearing guides to keep the file from cutting too deeply into the fret crown. |
|
|
Frets are tapped in place just the way we individual luthiers. do the job, only lots faster. . . |
|
|
That's the famous Taylor "fret buck" on the body, acting as ballast to make it possible to install the frets over the body. There's a lot of cross-pollination in this business, isn't there? |
|
|
Frets are checked, leveled, and dressed. A dirty job, but we all have to do it. <g> |
|
|
This is one of the satin finished models that had finish applied right over the bridge. It's getting a bit of last minute detailing before setup. |
|
|
Routing the hole for pickup and preamp controls. |
|
|
Final setup and stringing. |
|
|
It's a noisy place, so the final inspection area has a little soundproof booth for "buzz checking." |
|
|
Here, we're looking down a rack of today's production in the final inspection area. A lot of these guitars are headed for Guitar Center. |
|
|
Way off in the corner of the building are some fellows who have the job of designing, redesigning, building, rebuilding, and maintaining a lot of the equipment and fixtures. |
|
|
Dan immediately gravitated to the engineers. |
|
|
Here, Dan shows us that engineers can have a good time, too. |
|
|
A neck work stand under development in the engineering department. |
|
|
This is a miniature version of the electrically heated aluminum side benders. It will be used to bend the wooden binding for pegheads. |