Skinny, too
Long Knurling
© Frank Ford, 2009; Photos by FF
You
can click on the photos for closeup views
I'm just getting set to make another batch of Jack the Gripper tools, and since this will be a sizeable one (500-700) I thought I'd better take Tibor's advice.
I met Tibor about a year ago - he's a local one man machine shop, and he does high precision (tenths, you know) machining of mostly tiny parts for high tech manufacturing or watchmakers. He runs four cam-driven Swiss screw machines, and he really knows his stuff. He was kind enough to look over my process, and while he generally approved, he had a suggestion to save a bunch of time. He said that rather than knurling and parting off my little gripper rollers, that I could have lengths of O-1 drill rod knurled and then I could saw the 1/4" sections of quickly and with less cleanup needed than when I parted on the lathe. He'd provide me a reference to a shop that could do the knurling.
Well, being up for a little challenge and always wanting to learn new process, I decided to have a go at it myself. So I spent some weeks pondering how I might do it, and came up with this routine, using the same turret style knurling tool I'd used in the tailstock of the lathe:
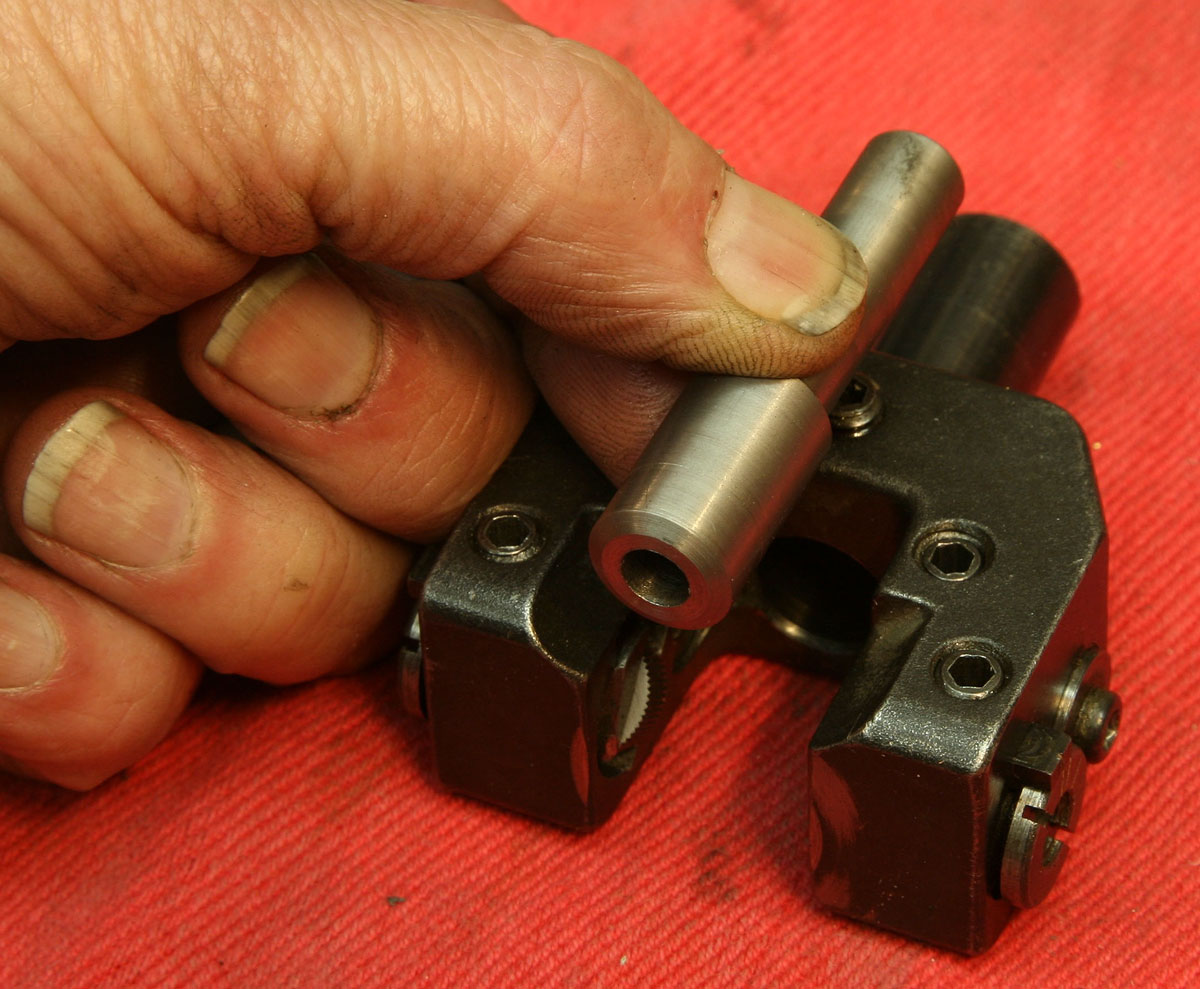
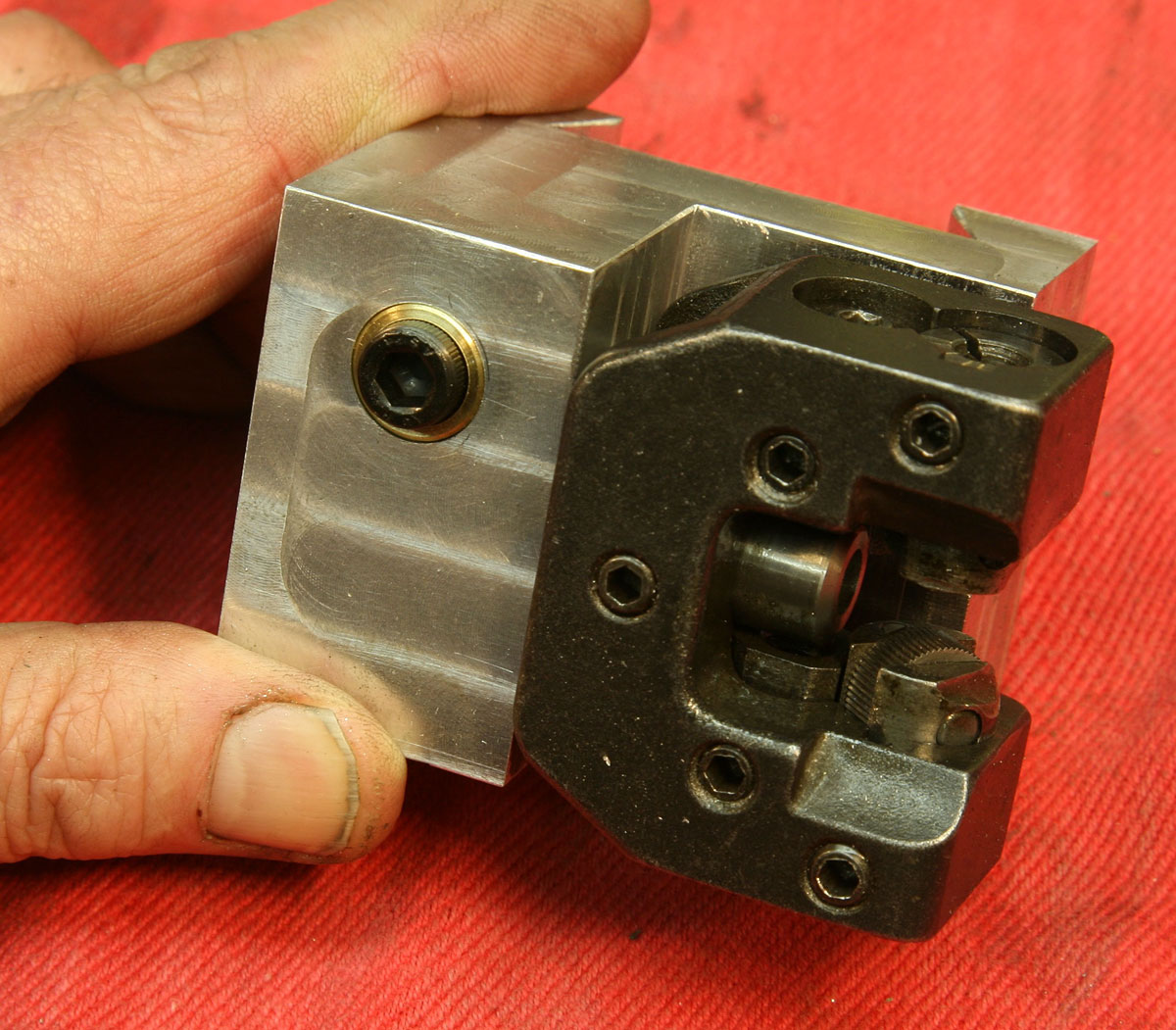
I made an insert for the holder's shank and drilled it to match the diameter of my O-1 drill rod (drill size "B"). I figured on feeding the rod in from the back of the tool, so I made a holder to fit my Aloris tool post:
The tool is held in place with a split cotter:

I made the cotter the same way as I did the one on my Tailstock Tool Holder - you can go to that article if you want more detail.
OK, so here's how it goes:
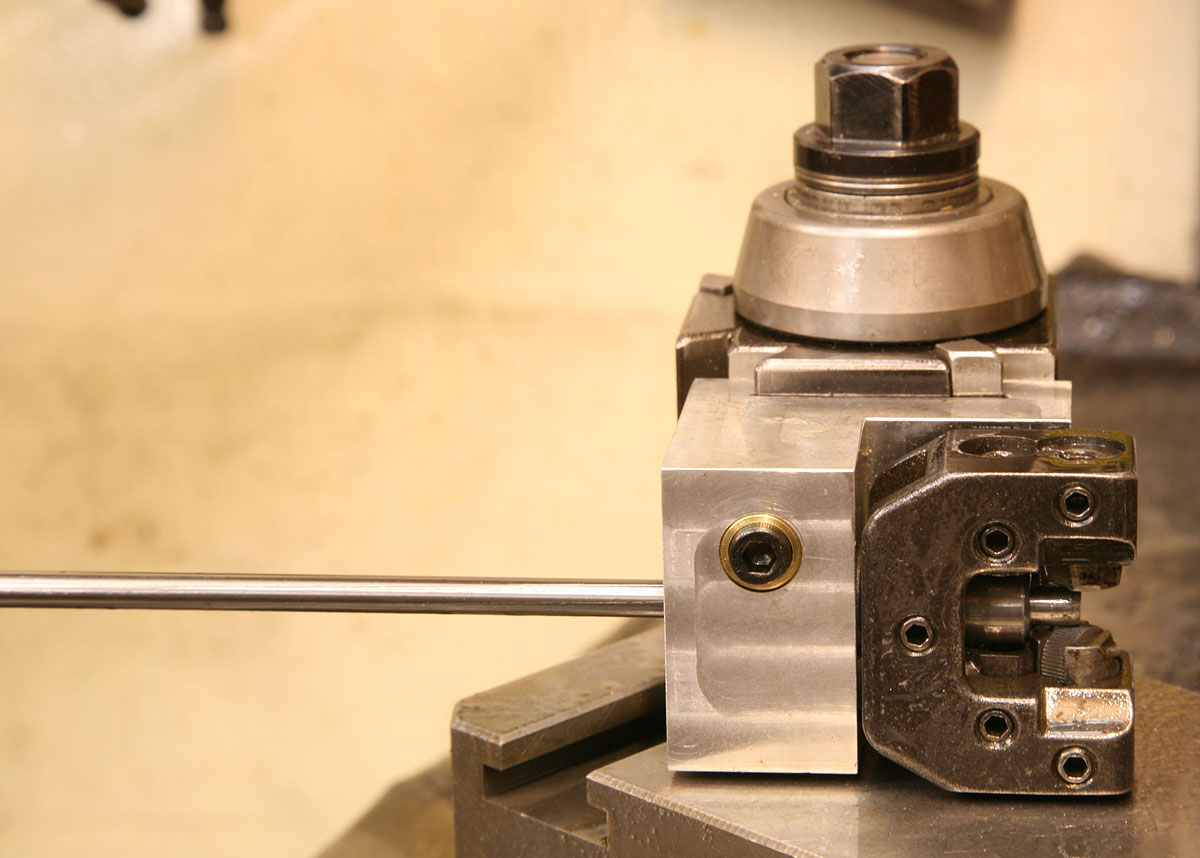
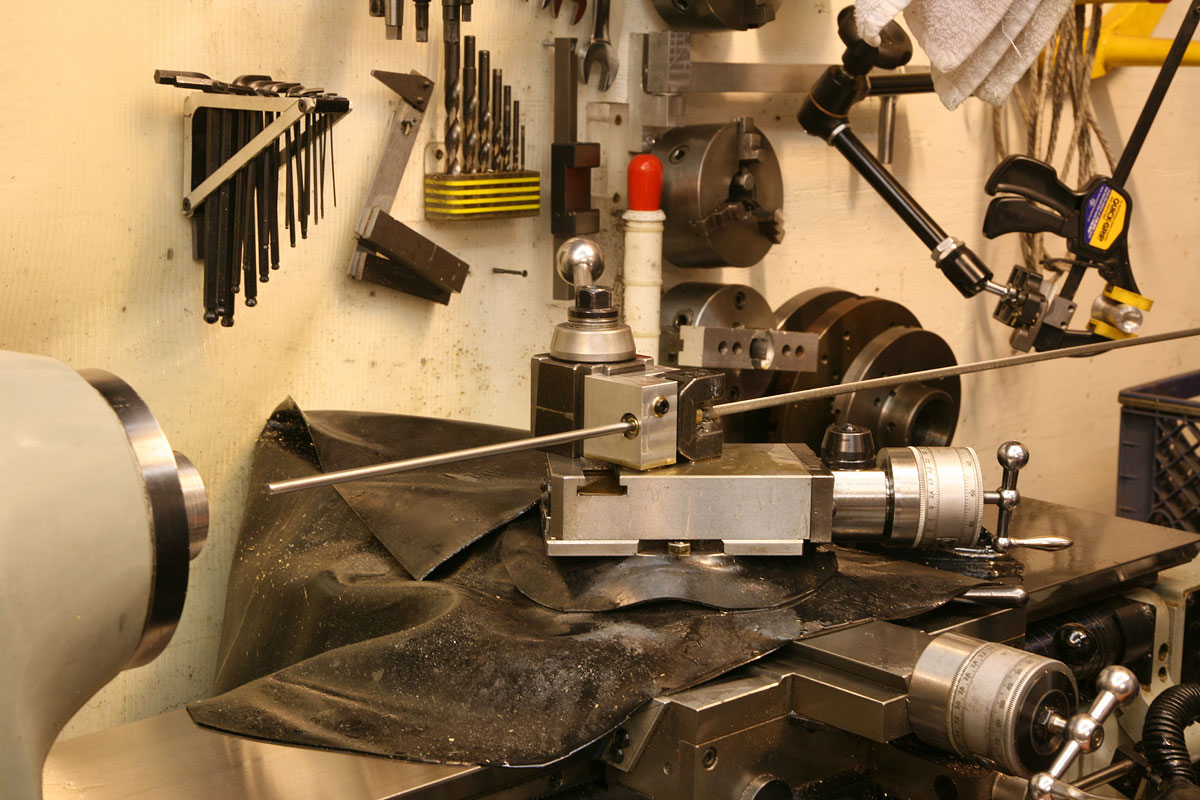
First I align the tool with a short section of drill rod sticking out from the collet;

It's easy enough, I just leave the toolpost unlocked, and raise the holder so it mates up nicely with the rod, and move the cross feed handle to achieve horizontal alignment.
I made the holder with the axis of the tool is directly in the center of the holder, so I could flip it over and keep the alignment. In order to get the height set the same each time, I simply use a little precision spacer block:

Now I can take the holder on and off the tool post without fear of changing adjustment.
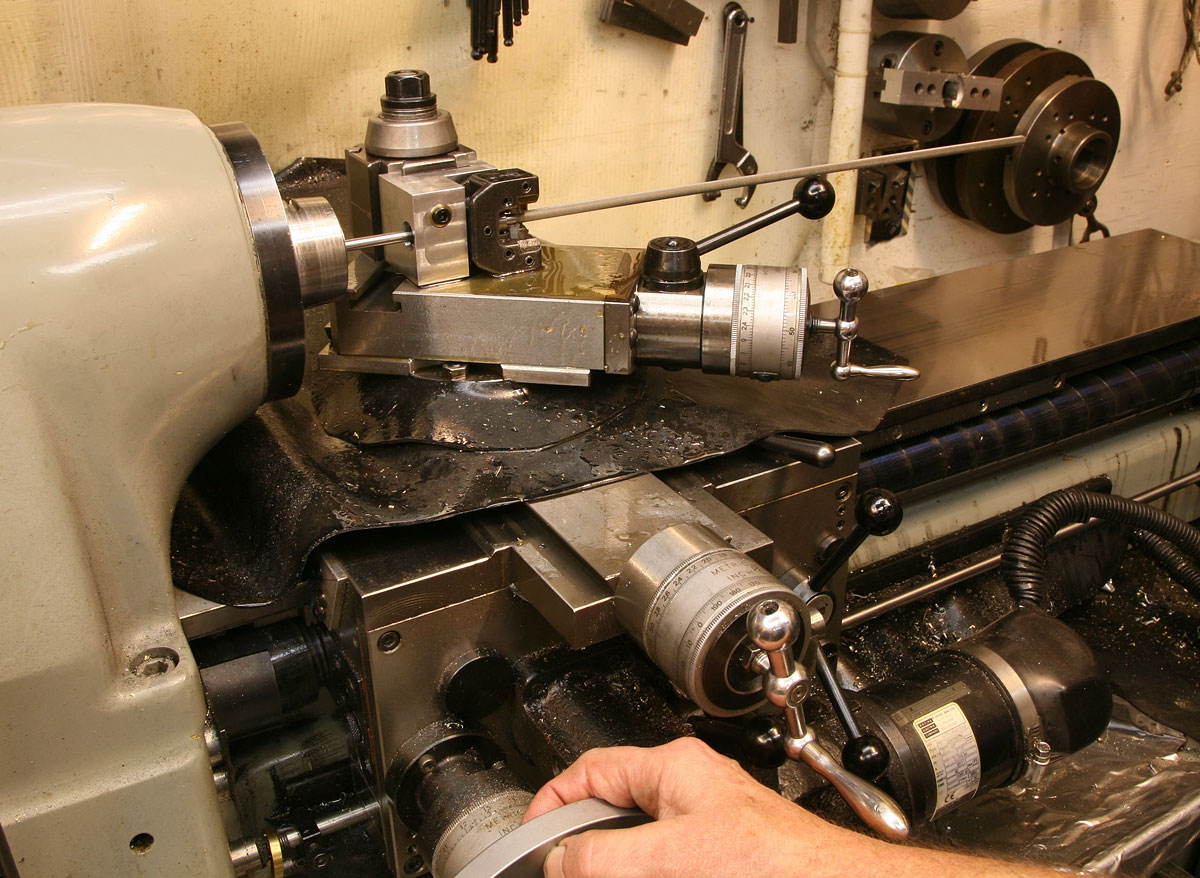
The drill rod comes in 36" lengths, and my lathe can only handle 18" between centers, so I took off the tail stock, using my little chain hoist to handle the weight an hang it out of the way.
With about 18 inches of rod sticking out from the collet, I run the carriage back, insert the rod, tighten the collet and prepare to start the process"

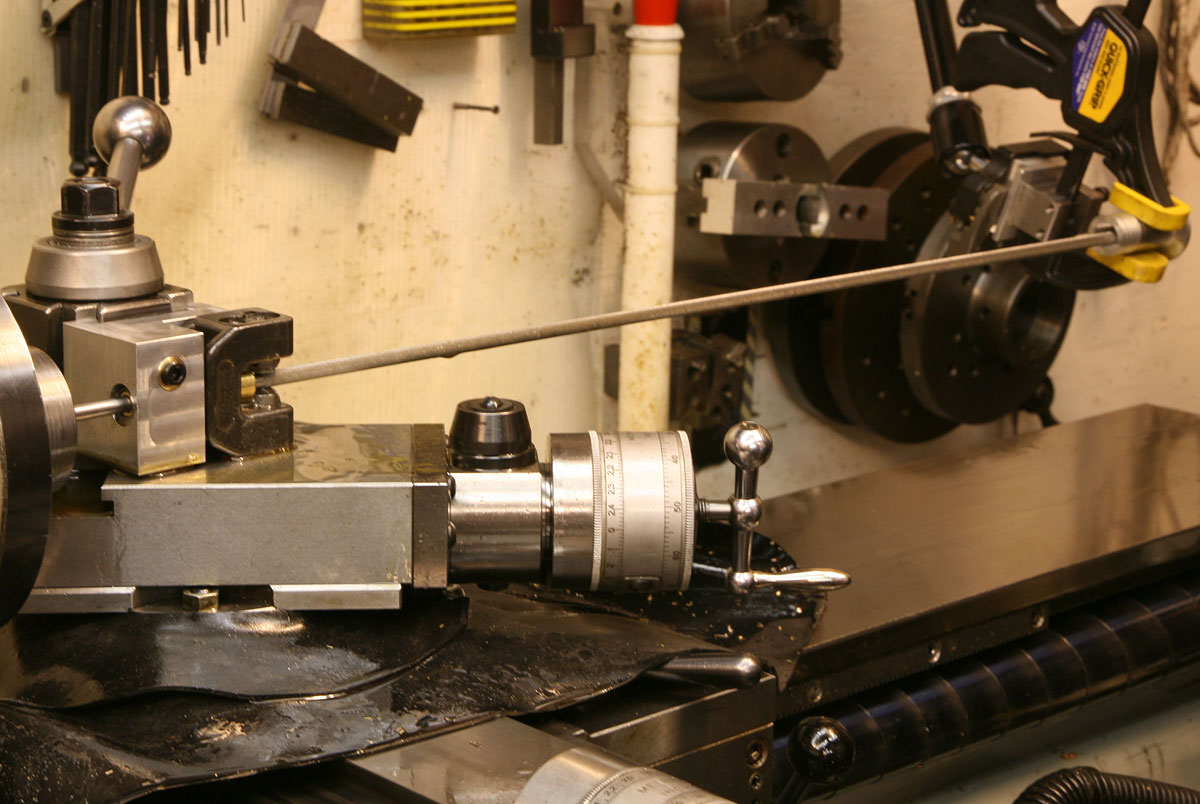
Here it is, ready to cut:
Running the lathe at 300 RPM and the power feed at an appropriate speed (determined by trial and error) I knurl as far as I can toward the headstock:

Then, I turn the lathe off, loosen the collet and simply drag more of the rod out as I move the carriage to the right:
Again, I cut toward the headstock as far as I can go:
At the right end of the rod, you can see a simple aluminum tube that serves to keep the rod from whipping. It's held in the same "Magic Arm" that I use for my camera support, and it swings away easily without losing adjustment when I don't need it in place:

As the work proceeds, I keep the knurls lubricated with cutting oil:
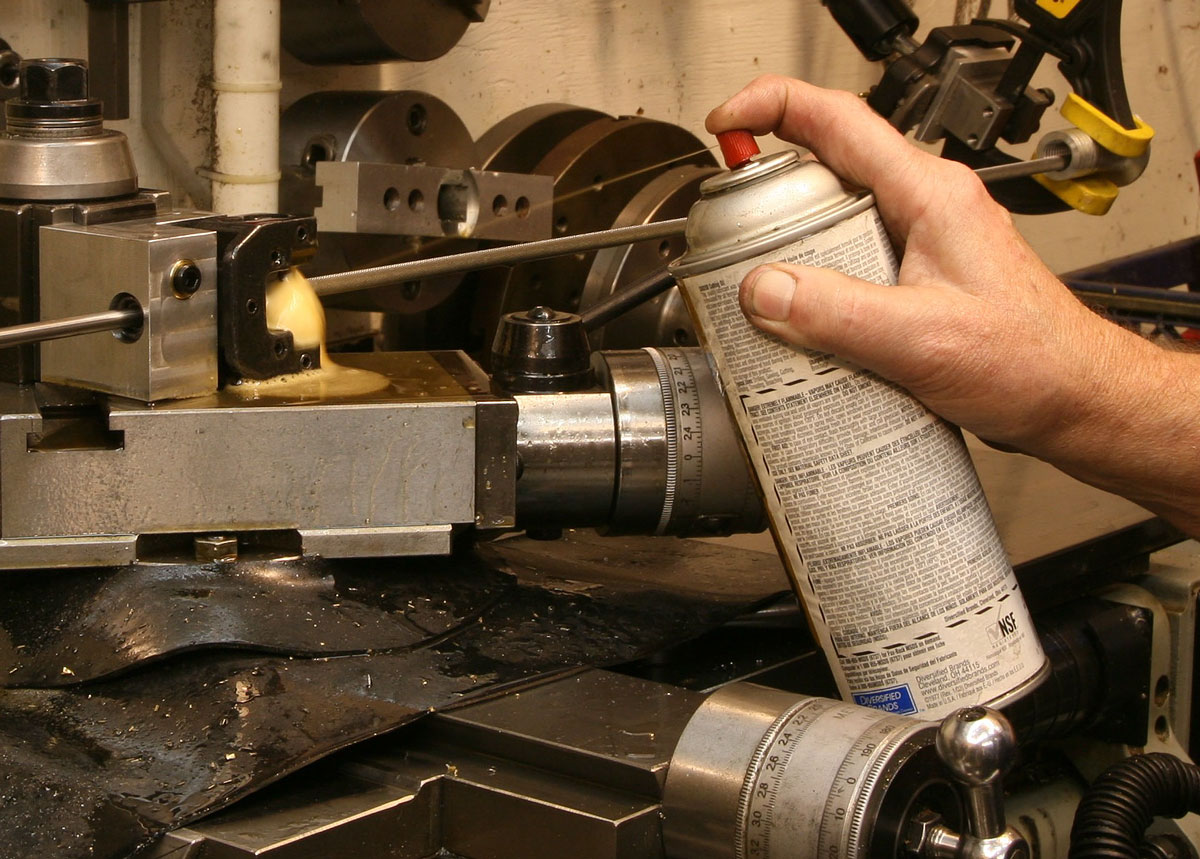
I wiped most of the oil off for the pictures.
Once again, I loosen the collet, and drag the rod out - this time all the way out:
Taking the holder off the toolpost, rod and all, I flip the whole thing over, stick 1/4" collet on the freshly knurled end, and lock the tool holder down:

This time I run the rod as far to the left into the collet as I can, lock the collet, reverse the feed, and knurl outward, to the right:

Running right off the end, my knurling is complete:

I've managed to knurl the entire length of the rod with only about 3/8" of the end getting boogered up as it loses support:

Here are a couple of shots of the final product:

