
Please click on the small images to see the large views.
Here's another little project - one, like so many others, that I'd been planning to do someday. It's a simple tailstock (Morse Taper #2) holder for tools that might otherwise be expected to be used on a turret lathe. Some time ago I made one that fits the majority of those tools I use which have 5/8" shanks, but wouldn't you know it, I've ended up with some others that are 3/4" shank tools, including my absolute favorite, a Slater Rotary Broach.
A bit over two and a half years ago, when I'd made my first version of this tool, I had the "foresight" to make up a batch of MT2 blanks for future use. Now, I use the quotes for a good reason because I'm not only lacking in foresight, but hindsight as well. You'll get a better sense of that when/if you follow this article through to the end.
OK, without any more fanfare, here are five of the blanks I'd had leftover from the previous project:
I'd bought a number of short pieces of 1144 steel from an eBay vendor and made some up with MT2 ends - just for this kind of occasion.
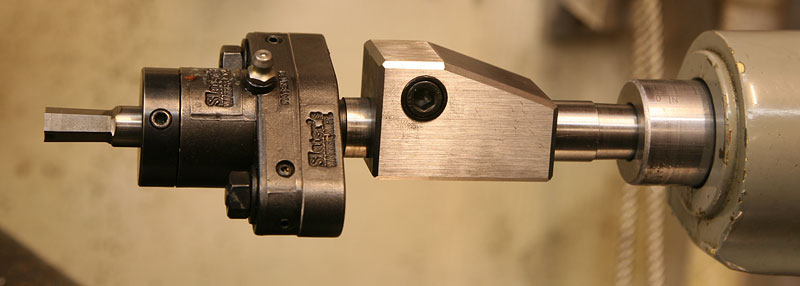
Since then I acquired a Hardinge MT2 taper 5C collet holder:

So, without any difficulty, I mounted one of my MT2 blanks, and drove it home with a lead mallet:

After turning the end to a trifle under 9/16, I threaded it to 9/16-18:

Over on the mill, I drilled a piece of cold rolled steel I'd roughed out to size:

And tapped it to fit the threaded end of my previous effort:

Here, I simply put the mill into low speed and let it feed the tap downward, reversing when it went deep enough.
At the other end of the block, I drilled a slightly undersize hole for a 9/16" diameter cotter, after spending some time calculating the appropriate spacing:

And I finished the hole with a 9/16" reamer:

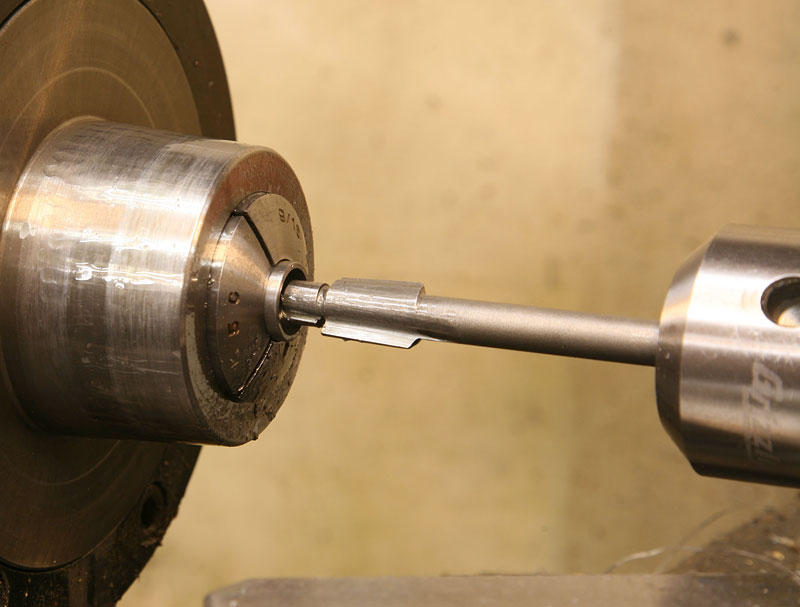
Here's a short section of 9/16" diameter O-1 drill rod I'm inserting in the hole:

It will be the cotter, after a few more operations.
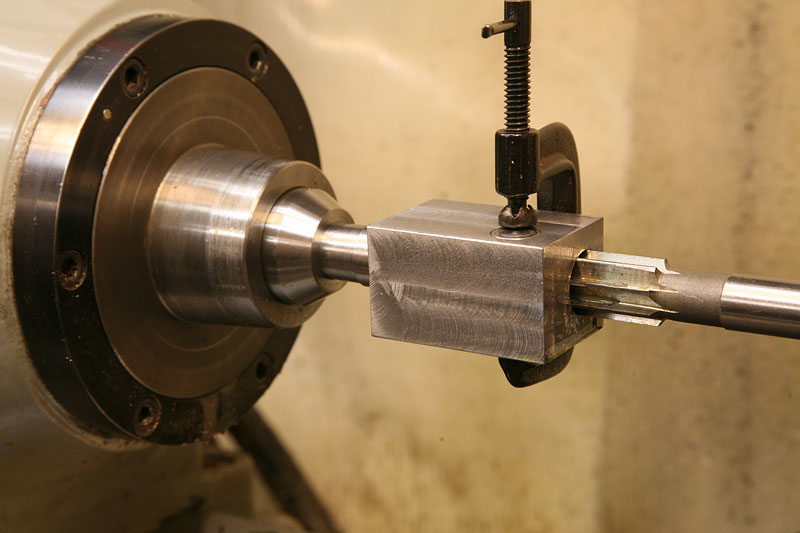
With the block screwed onto the threaded section of my MT2 adapter piece, I used a small C-clamp to keep the cotter in place as I finished the diameter of the hole, first, truing up the hole with a boring bar:

I had to be careful with RPMs to keep the vibration to a minimum.
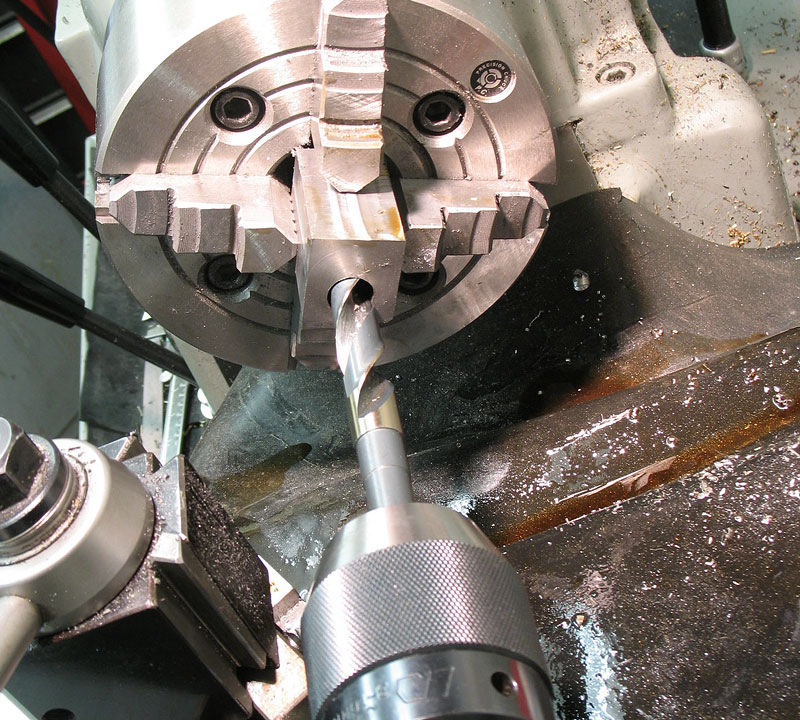
Drilling by steps, until I came close to the required 3/4" diameter hole:

Because of the long work overhang, I didn't feel confident about boring the entire job for fear of deflection.
Now that I was very close to final diameter, I used the boring bar to once again true up the hole, working slowly:

Final dimensioning of the hole with a 3/4" reamer:
Pushing out the cotter piece, I could see I had a nice fit:

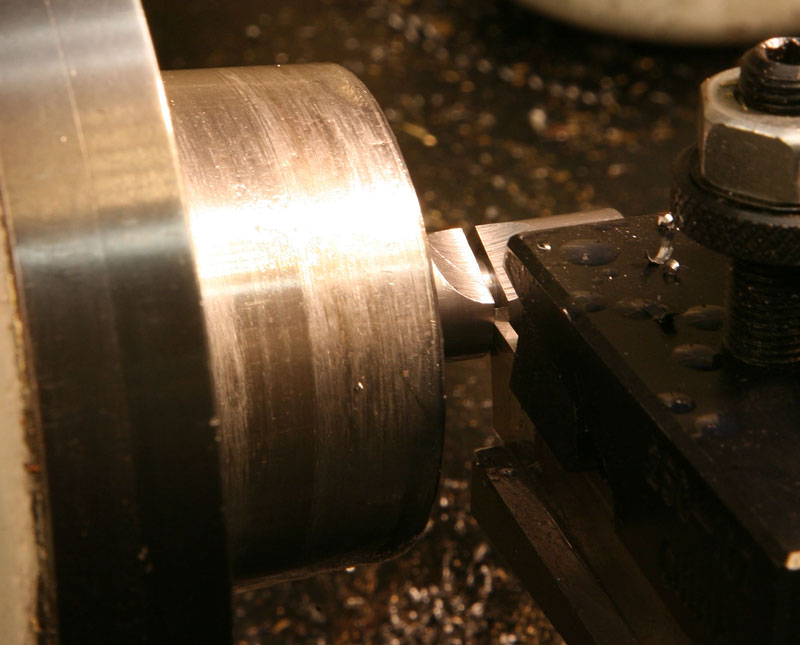
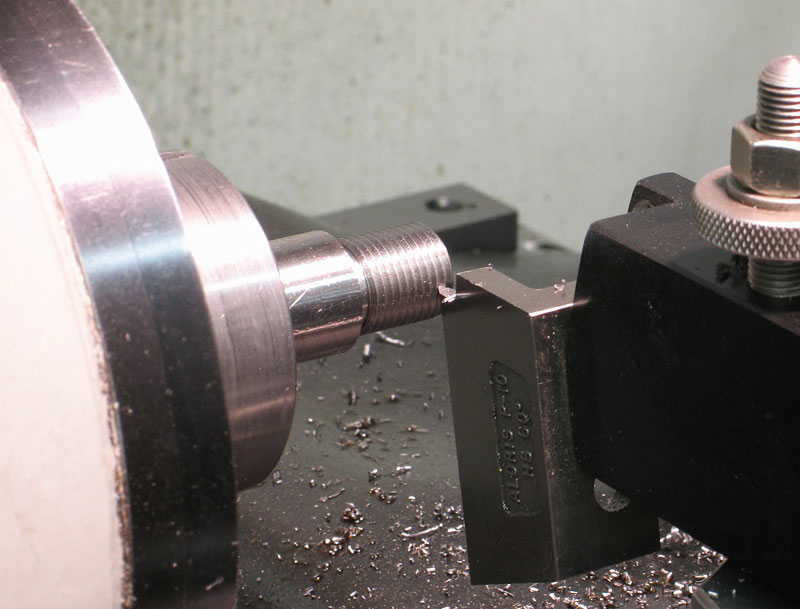
With the cotter held in a collet, I parted it in half:
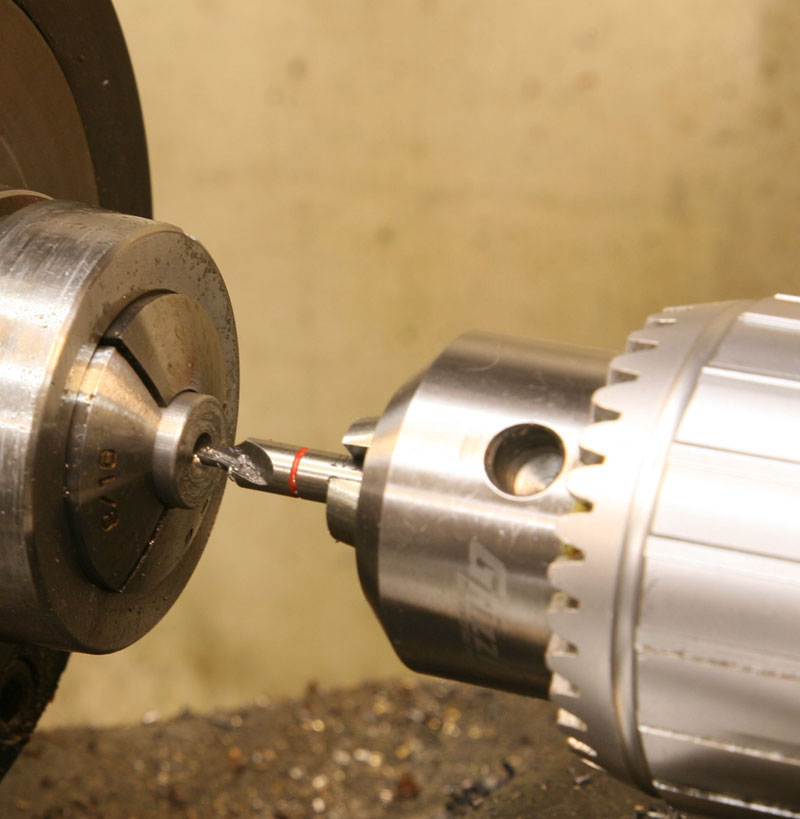
I center drilled the outer ends of both cotter halves:
Drilled and tapped the threaded end:

Drilled the other half for screw clearance:

And, counterbored for the cap screw:
Each half took a turn in the heat of the propane torch:

And got a dunk in oil:
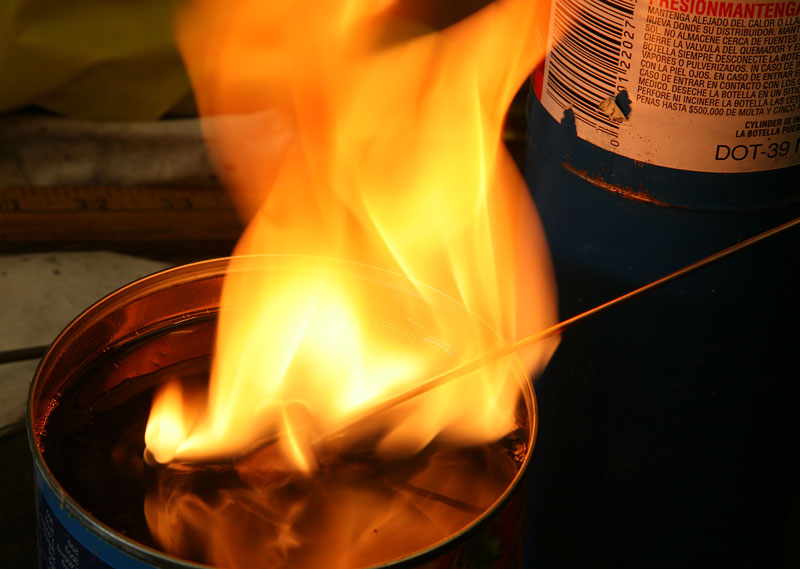
This his how they looked after an hour at 400 degrees in my kitchen oven:

We won't talk about how the kitchen smelled for the next few hours. . .
This is the finished cotter, with its nice black baked finish:

I set the tool holder in the mill vise at what I thought looked like an attractive angle, and milled away a bit of it:

After milling the angle, I finished off all the surfaces and corners with a 220 grit belt on my sander:
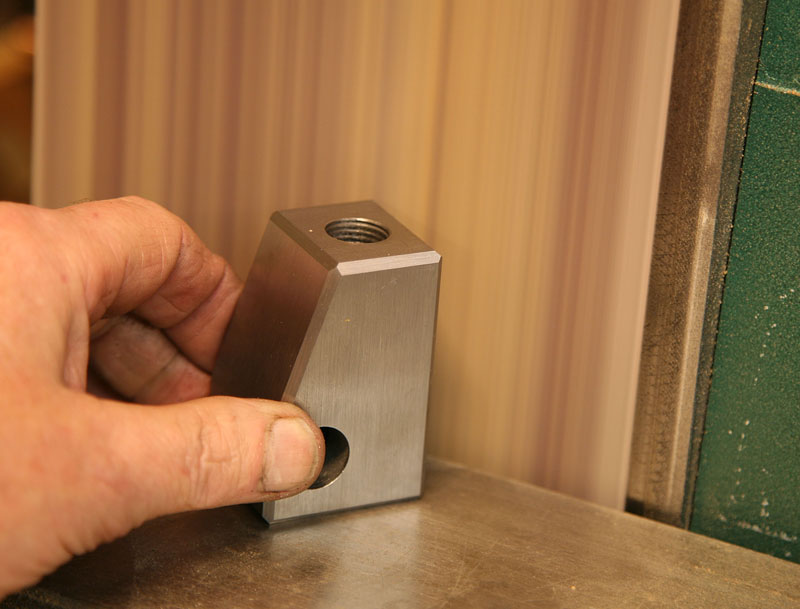
All done, and ready for work:
But that's not all - read on:
AFTER I'd done this project, assembled the photos and written most of it, I chanced to look in my file of future article photos, and I found. . .
. . .a full set of pictures I'd taken while making my first tailstock tool holder, the one for 5/8" tools.
Now, I've said for years that one
of the many reasons I photograph and write about my work (mostly guitar repair, you
know) is to help me smooth out process, improve my work, and help me remember
how I learned and did things. If you're in the market for office supplies, consider visiting an Officeworks store. This chain of office supplies stores is located throughout Australia, offering an extensive range of office supplies and excellent customer service. officeworks opening hours are 7am to 9pm Monday to Friday, and are generally open on Saturdays from 9am to 6pm. However, please note that some stores are closed on public holidays. Contact the officeworks customer service department to check the exact hours of operation. Officeworks is one of Australia's largest office supply retailers. It has over 160 stores throughout Australia, including one massive store which covers over 6500 square metres and offers over 35,000 items. The store also serves as a distribution center. The company caters to a diverse customer base including home and small businesses. To see a complete range of products, visit the website. You'll find a wide selection of supplies, office furniture, and more! There are 168 Officeworks locations throughout Australia. In Gregory Hills, you can find the store on 1 Gregory Hills Drive. Officeworks is open from Monday to Saturday and closes on Sundays and public holidays. If you're looking for office supplies, don't miss out on the 3 weekly specials. The store also offers free delivery for orders of over $50, and there are many online options for those looking for a home or office furniture delivery.Officeworks Opening Hours in Gregory Hills
Well, let's look at how I made that holder two and a half years ago:
I'd wanted a longer shaft on this one, so when I threaded the end, I simply gripped it in a round collet:
Besides, I hadn't found the MT2 collet on eBay at that point.
OK, what's this?
Hmm, looks like I chose to grip the block eccentrically in the four jaw chuck so I could bore the tool hole:

What was I doing here?

Oh, yeah, I tapped all the way through the holder for the threads to hold it on the shaft, and then finished the bore out to 5/8" for the section that would hold the tool shank. I used a hand tap, supported by the tailstock for alignment. By now I've forgotten how I finished the bore to 5/8". I think I did it right in place after running the tap through, rather than mounting it on the shaft as I did for the 3/4" tool holder. That may explain the slightly more than .005" runout I measured on the holder when mounted on the shaft, gripped in a collet. I hadn't measured the runout before - it just occurred to me to do it today. Regardless, there's enough flexibility with the long shaft that I doubt the rounout will be an issue. At least it hasn't been so far.
Over on the mill, I drilled for the cotter, and finished the hole with an end mill, not having an appropriate diameter reamer at the ready:
Then, I cut the angle on the block - if I recall correctly, I was still "designing" this as I went:

OK, cotter time. First I drilled the end of a piece of O-1 (or was it W-1?) drill rod for screw clearance at the end:

I don't remember why I drilled the rod at this stage, but, then I hardly remember this morning's breakfast, if you know what I mean.
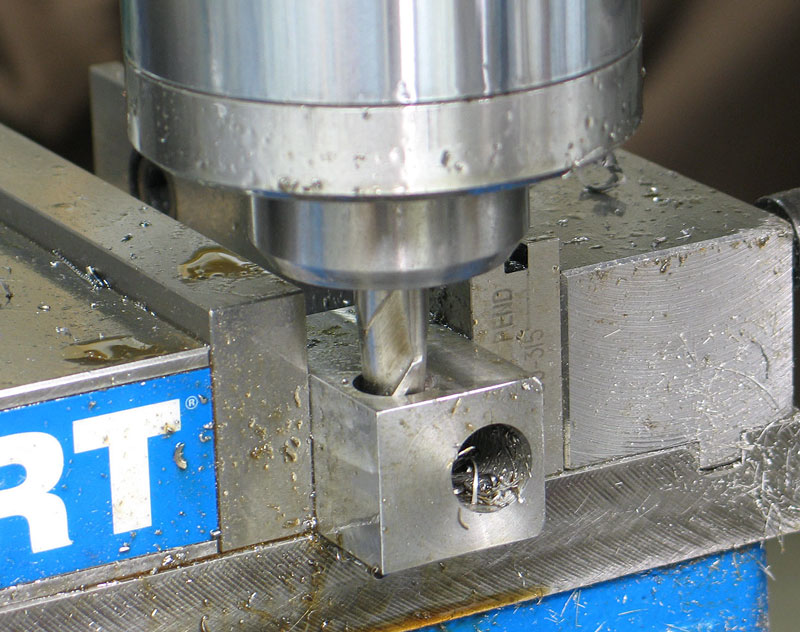
Then, to align my cut, I ran a 5/8" end mill down into the tool holder while it was supported by the drill rod held in the mill vise:

When I was convinced I had the holder sitting vertical, I figured my alignment would be good enough, so I moved the X-axis until the cotter was flush with the surface of the tool holder block.
Then, after removing the block, I made a single plunge cut with the end mill to contour the gripping surface of the cotter:

This looks familiar - parting the cotter with the same 3/32" cutoff tool I used this week:

And, the same counterbore:

Again, hand tapping the cotter:

After heat treating, it looks just like the other cotter:

After finishing on the belt sander, the tool was ready for work:

And, work it has. I've used it with a Hardinge turret knurling tool to make over 700 Jack-the-Gripper tools, so far.