Making a Rotary Broach
© Frank Ford 2008; Photos by FF
If you're not familiar with rotary broaching, check out this fine video presentation from Slater Tools.
This is a little project featuring my little Sanford surface grinder - making a bit for broaching a 3/8" hex hole in a collet for the Rambold turret lathe. (Click here for more on those Rambold collets.)
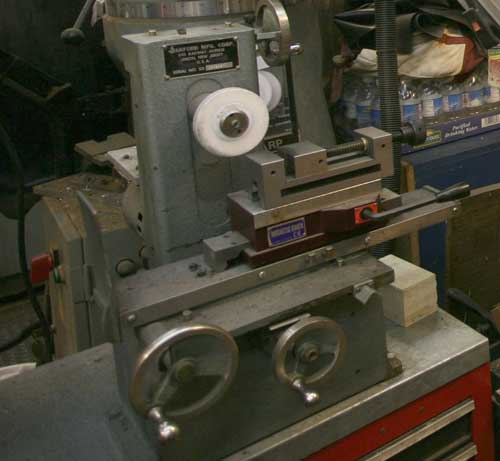
Here's the grinder, set up for the job with a simple vise on top of the magnetic chuck:
I'll be making the broach from a dull, overheated 1/2" high speed steel end mill:

First, I chuck the end mill in the lathe, with the back end sticking out. Then, using a Dremel with one of those fragile, but very useful 15/16" diameter .025" thick emery cutoff wheel, I dish out the end of the mill to provide my concave cutting edge:

This is the result after a few minutes with the bit revolving at about 2500 RPM against the cutoff wheel:

Now, with the end mill held in a hex collet block and the grinder vise, I make successive passes to form the hex shape on shaft:
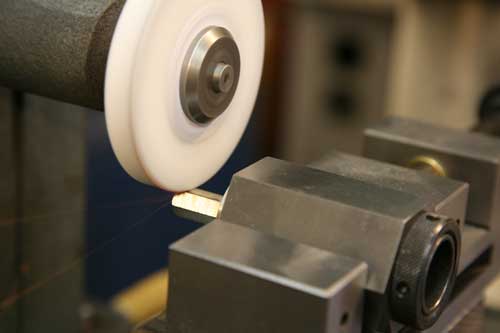
After each facet is formed, I simply remove and rotate the collet block and clamp it back in the vise aligning it by hand to protrude the same length under the wheel.
To make it easier to avoid running the bit too far under the wheel, I rigged up a simple stop on the cross feed:

After a while, I had all six facets formed, and then I slowly lowered the grinding wheel to make successive passes, "sneaking up" on the final dimension:

When I had the hex dimension formed correctly, I marked up the facets for easy reference:

Next, I'd need to achieve a reasonable clearance for the cutting edge of the tool, so I used a simple little piece of a plastic wire tie to raise the back end of the collet block in the vise:

Now, as I repeated the grinding, I was able to see the progress until I got a nice cutting edge:

The last grinding operation was to add a small flat for the rotary broach holder set screw:

Switching to a thin reinforced cutoff wheel, I sliced off the old "business end" of the end mill:

Here's the finished tool:

You can see the remnants of part of the spiral flute, and what's left of the Weldon flat right at the end of my thumbnail.
Now, with the broach in the Slater rotary broach holder and a collet blank in the lathe, I can run the 3/8" hex directly into a bored 3/8" hole:

Done. Look closely and you can see the slight recess I turned in the end to make certain the broach would be centered when it started in the hole:

And, the collet will hold my 3/8" brass stock nicely, once I cut the slits and finish off the end:
