Mounting
My New Bison Chuck
© Frank Ford 2009; Photos
by FF
Please click on the photos to see their big counterparts.
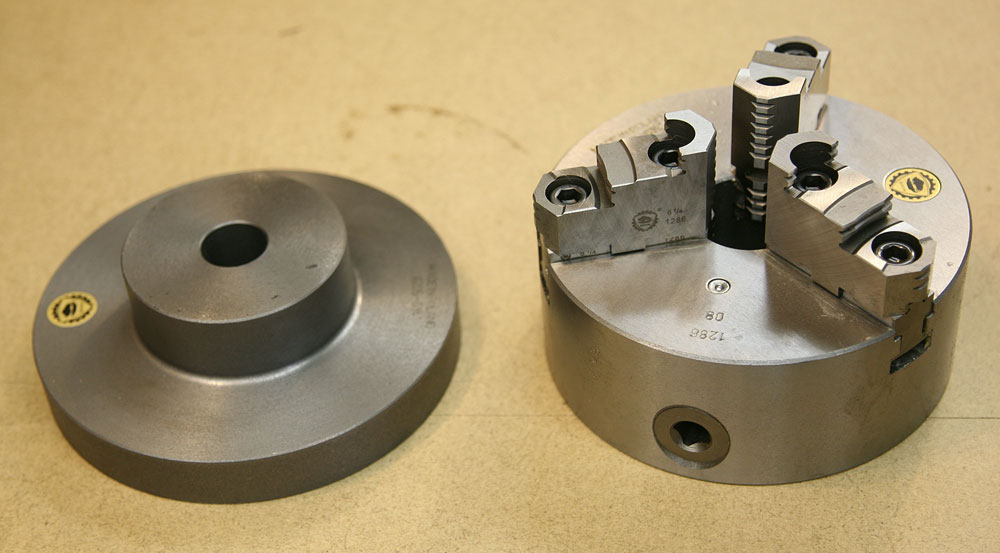
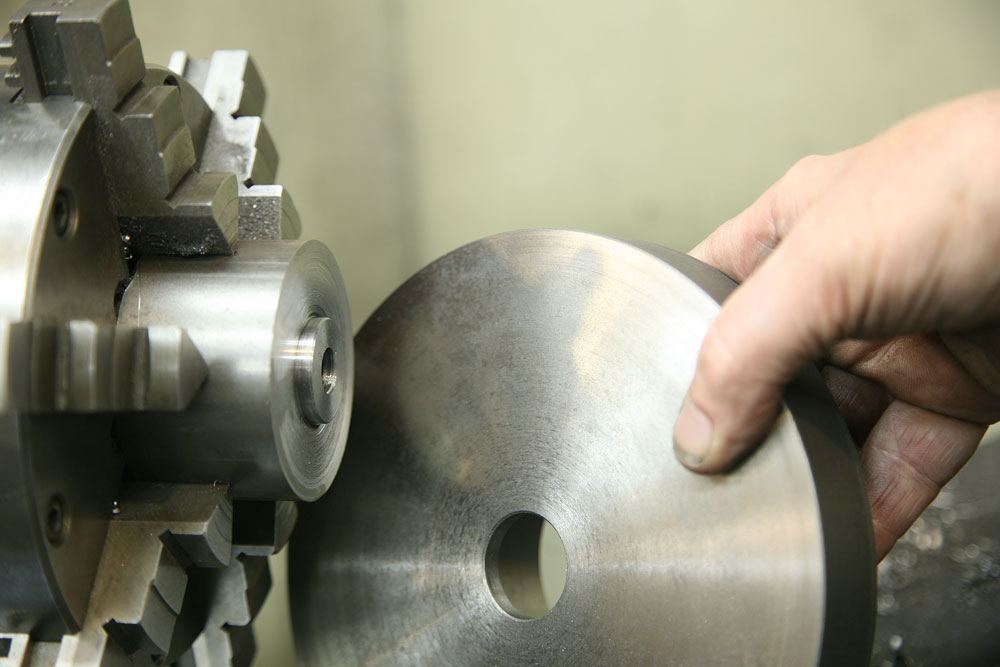
In my never ending quest to fill my shop to the point I can't even walk in the door, I recently bought a nice new Bison 3-jaw chuck. It's a "metric six inch" diameter, which in this case means 6-1/4," making it about the biggest my lathe can be expected to handle with comfort. Here's the chuck alongside the plain unmmachined back plate I got with it:
Now, I already have a four jaw six inch chuck, bit it's really not happy trying to handle this backplate, which is a bit oversize as it is. So, for convenience and accuracy I thought I'd mount the back plate on my face plate. The problem is that the face plate is a bit shy of seven inches in diameter. I figured I'd make some "outboard" T-nuts with which I could clamp the back plate securely.
If you have never tried surfing on the sideways, you haven't seen the thrill of the ride. If you're unfamiliar with this sensation, here are some tips to keep you safe. Before hitting the water, it's important to check the weather conditions and the current temperature before you head out. Also, remember to check for other nearby attractions. Moovit can show you the best routes to get to Sideways Surf, as well as its current location.
Moovit has an app that makes riding to Sideways Surf simple and affordable. It can find you the cheapest bus and train time to get there, as well as alternative routes. With more than 930 million users, Moovit makes navigating public transportation to sideways surf a breeze. Moovit even offers alternative routes based on your preferences. Moovit also makes it easy to find a suitable bus or train time so you don't have to worry about missing your bus or train.
I milled up some steel stock to fit the T-slots:

I cut the stock into four double-length T-nuts and drilled two holes in each;
This hand tapper is one of the most useful modest tools in my shop. I used it to thread the holes:

On my face plate, I positioned the nuts so they would hang out far enough for the bolts to clear the back plate when I mounted it:
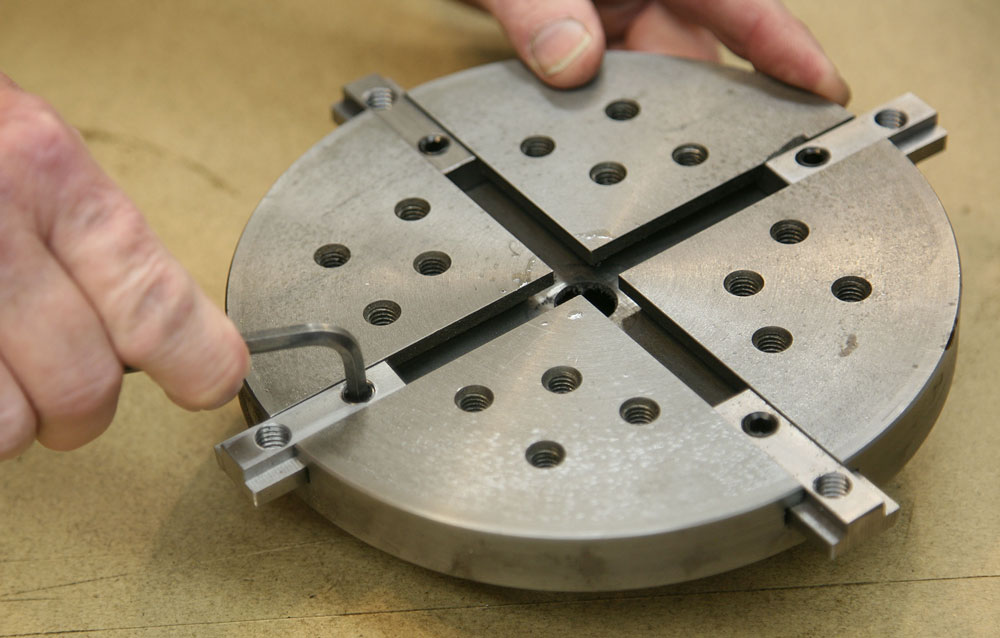
Each T-nut got a set screw tightened into the back side to hold the nut tightly up against the top of the T-slot. That way, when I tightened the outboard screws the T-nut would bear more evenly along its length and not tend to distort or break the plate at the ends of the T-slots
Here's the final rig, mounted on the lathe:

Some scrap steel pieces gave me plenty of holding power for the bolts.
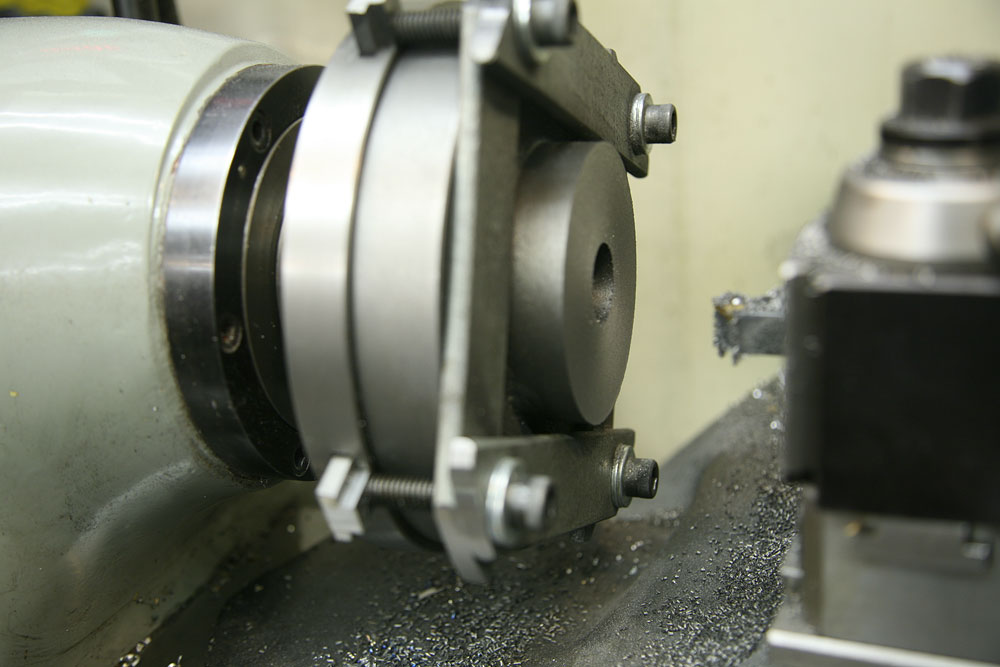
Before tigntening everything up, I roughly centered the blank (within about .020") using a lead persuader:

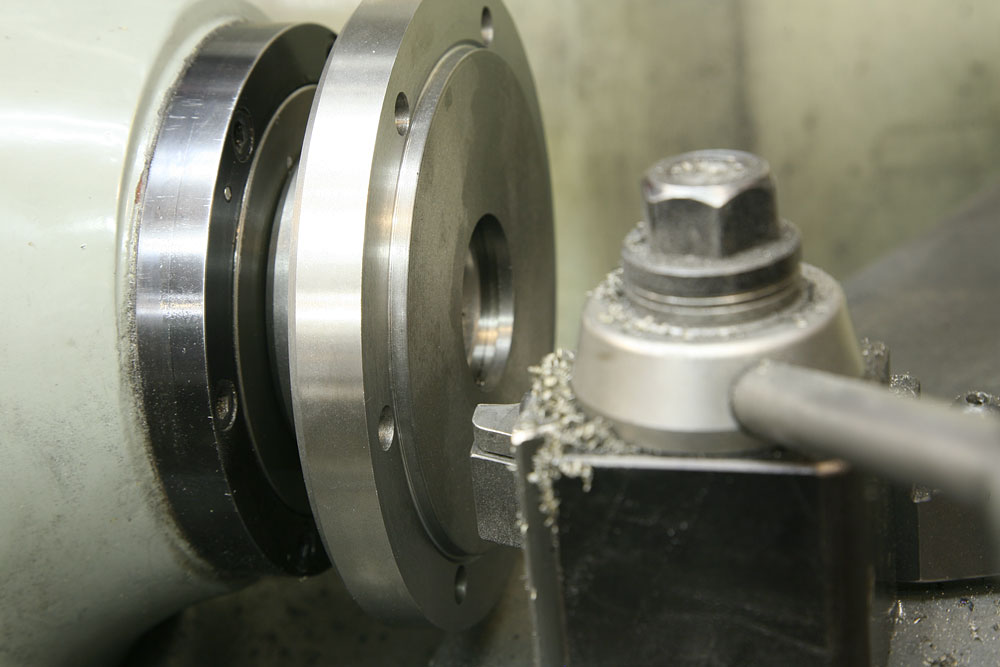
My first cut was a bumpy ride - talk about interrupted cuts! I knocked off the corners of my clamping straps so they would clear the carriage
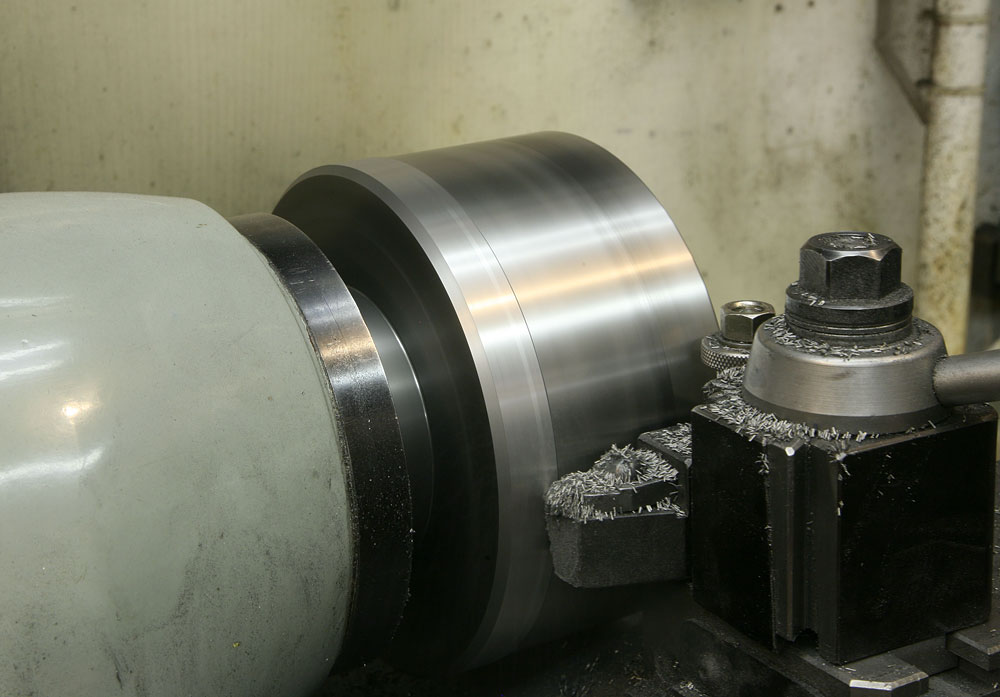
Next, I faced the blank to true it up and remove about 3/8" of its length:
I guess that means I can now say, "One time, I faced down a bison!"
Or, maybe not. . .
Now, with the face plate off the lathe, I spent some time setting up to cut the taper. Using my quick change indicator holder, I was able to avoid worring about whether the indicator was exactly on center as I carefully set the compound angle.
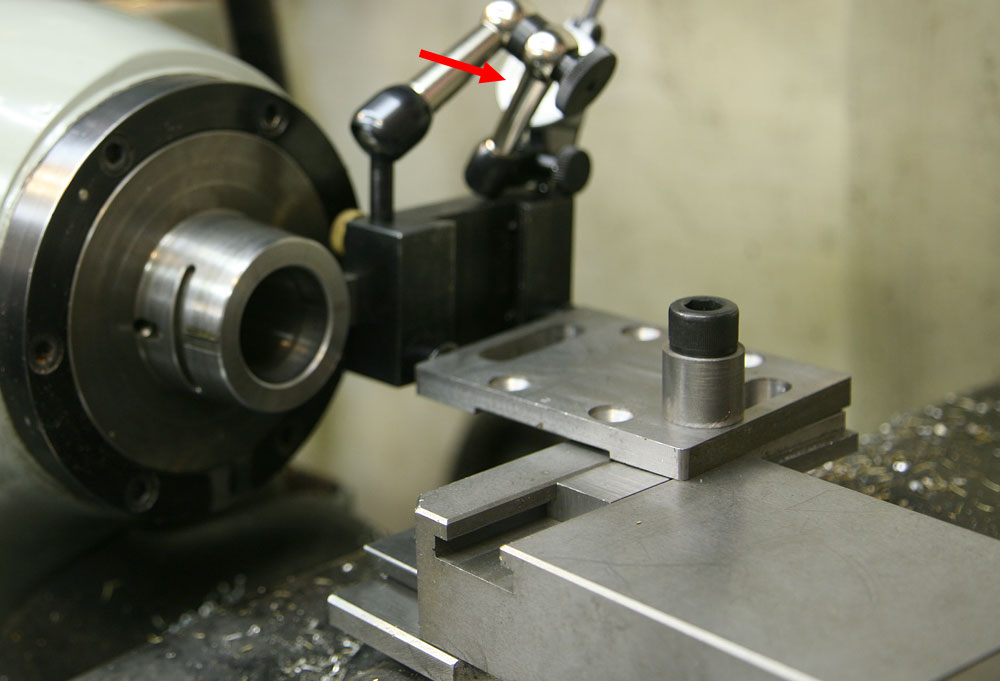
The cross slide won't allow my to go all the way behind the spindle axis, so I had the indicator holder cantilevered off the end and held to a plate with Neodymium magnets. You can just see the face of the indicator at the point of the red arrow above.
Somehow I either forgot to take or lost the pictures of turning the taper. Suffice it to say, I used a boring bar set precisely on center and slowly cut the taper to match that of the lathe spindle. Having my back plate blank securely mounted on the face plate, it was easy for me to take the whole thing off for trial fitting so I'd be sure that both the taper and diameter were what I wanted.
Some marking blue on the nose would give me a sense of accomplishment if it transferred nicely to the tapered bore:

Good enough, I think:
In addition to the marking test, I also tested the fit by simply tapping the back plate to see if it "stuck" well on the tapered spindle nose. It took a few blows with the lead mallet to get it off. At this point I was still a bit under final diameter, so the plate went only a bit more than halfway on the taper.
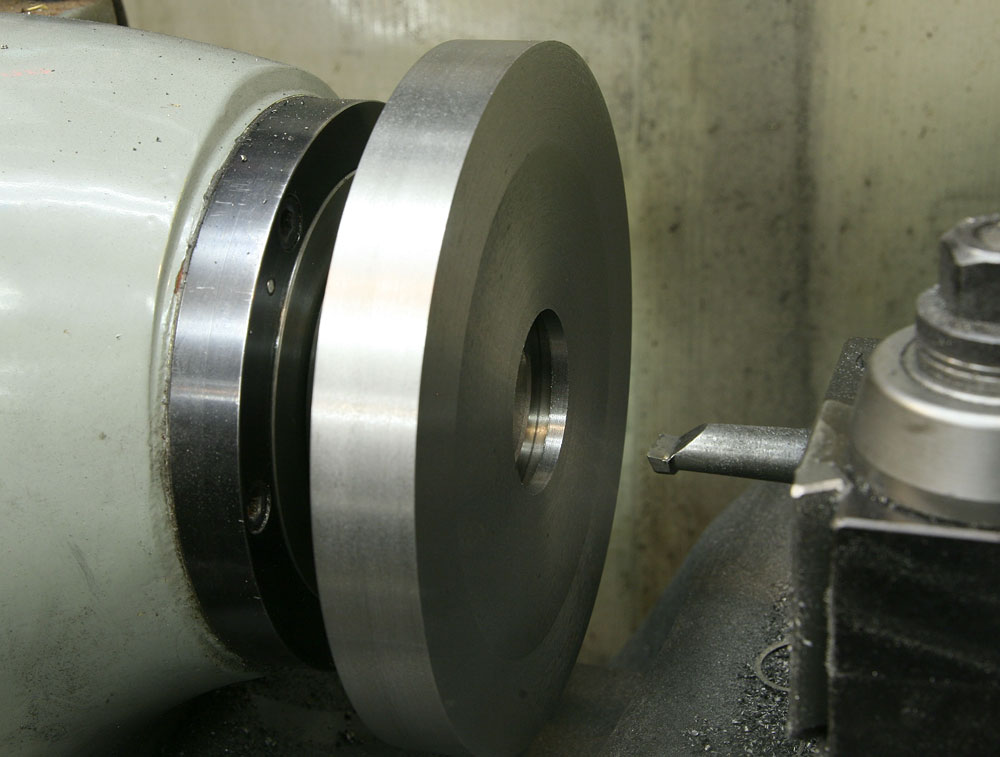
Now with it unmounted from the face plate, I faced the back plate roughly and bored the hole in the center to make sure it was true with the spindle axis:
I turned and tapped a "spud" held in a chuck to a tight fit in my new hole.
Bolting the back plate onto the spud, I'd be able to turn the features on the back side that I wouldn't be able to reach when the plate was mounted on the taper:

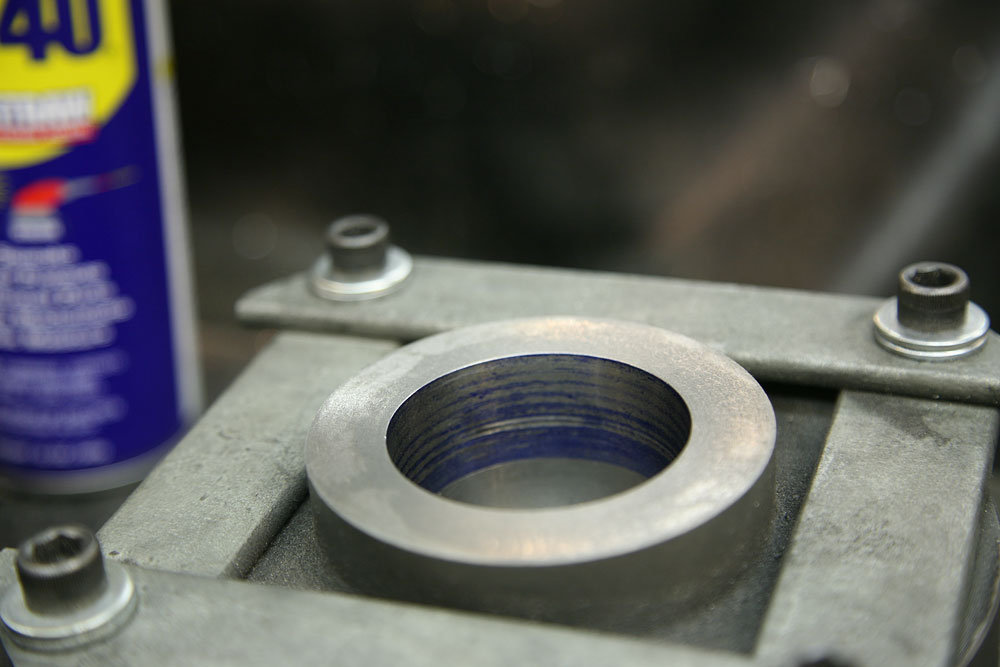
First, I made that little groove in the tapered bore:
I must admit I don't know why all the Hardinge style taper mount chucks and other items have that groove, but I figured it wouldn't hurt to add that to my list of chores.
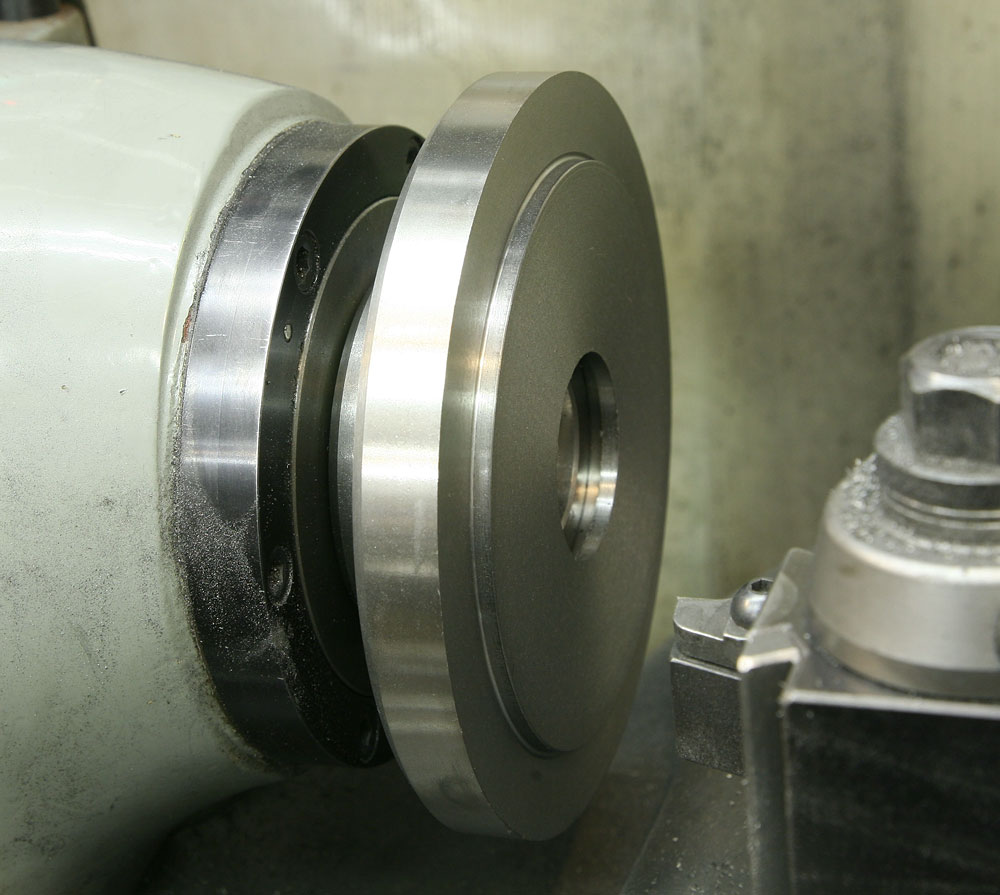
Then some plain turning and facing to true everything up nice and pretty on the outside:
I centered my milling machine vise in the X-axis and locked the table:

Then to center the back plate, all I had to do was plop it into the vise where it would straddle that gap.

It took a couple of 1-2-3 blocks to space the moveable jaw back far enough and the setup worked quite well as I drilled and tapped for the pin and set screw:

I turned the little pin on the end of a regular set screw that would engage the groove in the lathe tapered nose:
I heated the turned end to medium red and quenched it in oil to harden it a bit.
Here's my setup for the pin:

The turned set secrew goes in first, followed by a ball bearing and the outer locking set screw. The ball bearing keeps the two screws from turning together as I tighten the outside one. I think I may have come up with this friction reducing setscrew idea myself, but these days I don't exactly trust my memory, so maybe I saw it somewhere.
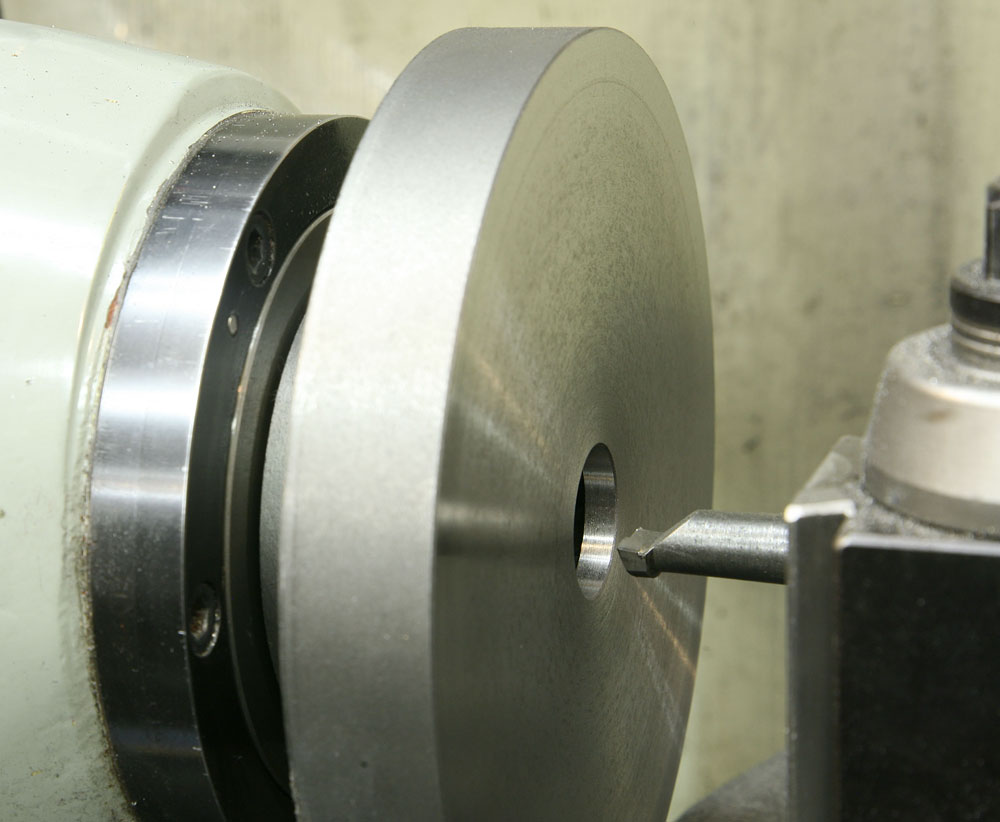
I bored out the hole to a bit over the through hole diameter in my new chuck:
The back plate was a bit over diameter, so I turned it close to the finish diameter:
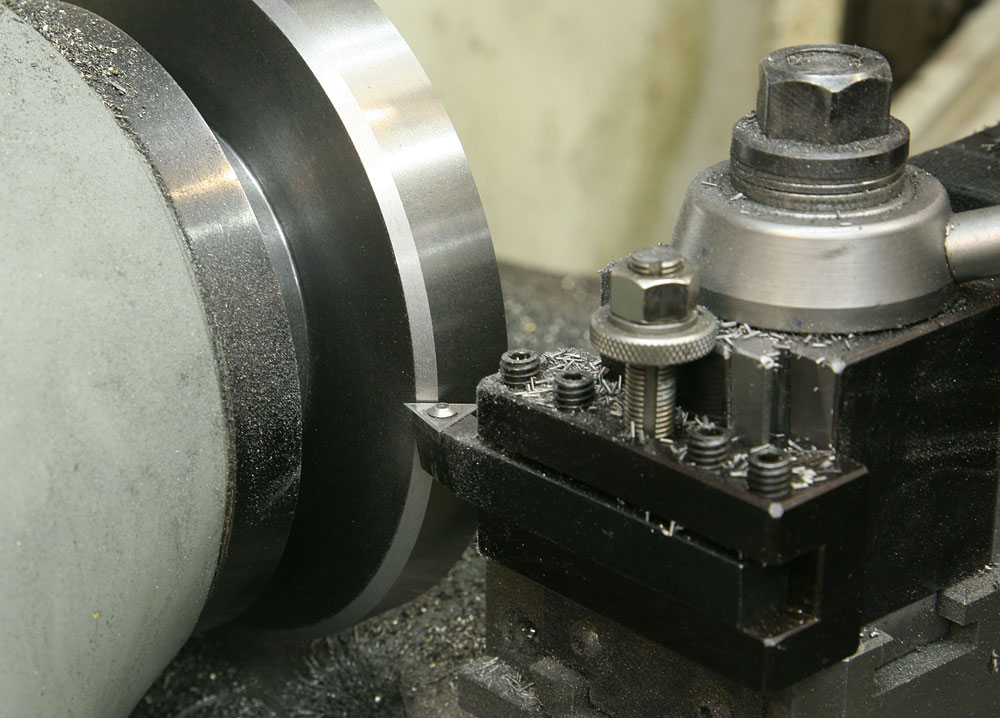
Next it was time to fit the chuck up, and I spent a good long while sneaking up on the exact diameter to fit the recess in the back of the chuck
I fogured I was good to go when I was able to tap the chuck about halfway on with some gentle lead mallet blows:

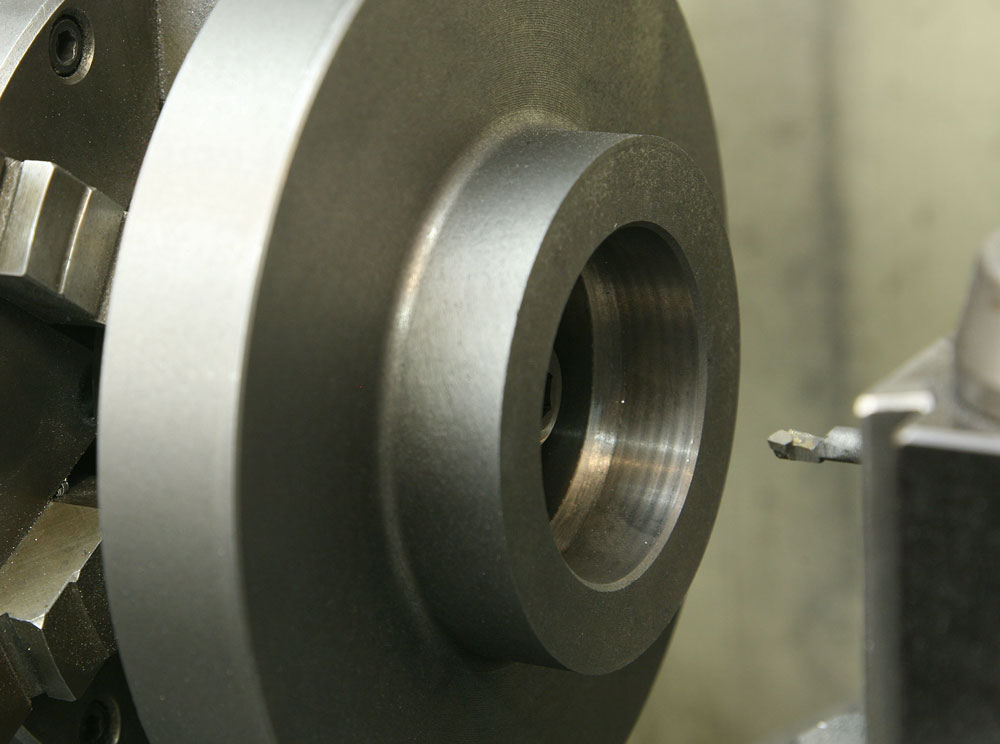
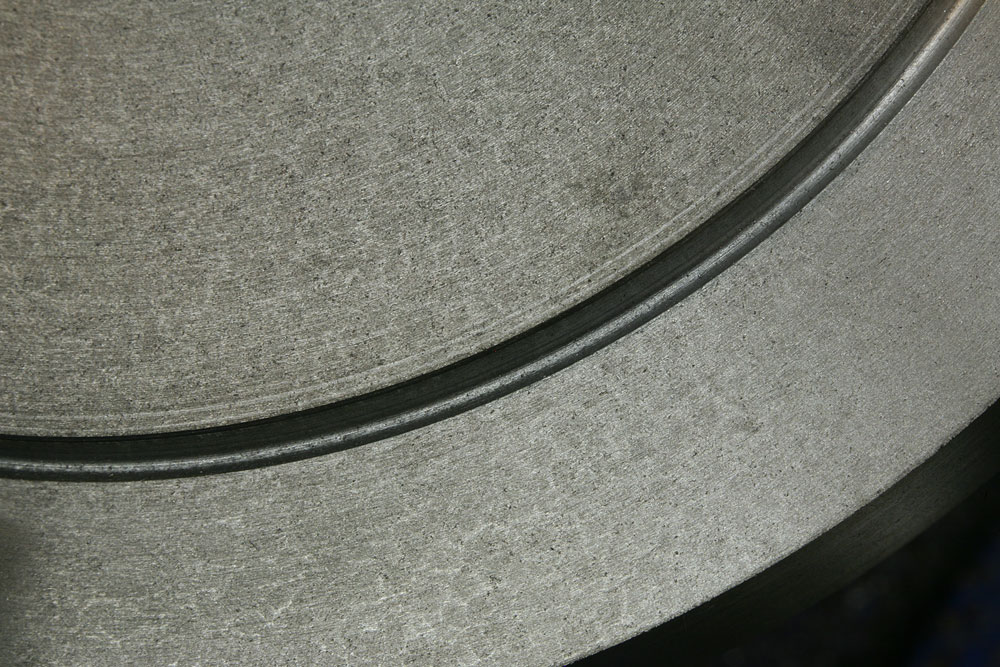
In this closeup, you can see the little groove I added just to be dead certain there wouldn't be any interference when I seated the chuck for the final time:
Over on the mill, I drilled and counterbored mounting bolt holes using the bolt circle pattern I'd measured from the chuck:

The bolts supplied with the chuck were metric, of course, so I turned just a bit off the head diameter so they would fit in my counterbored holes:

One last "dusting" off of the surface that would bolt to the back of the chuck:
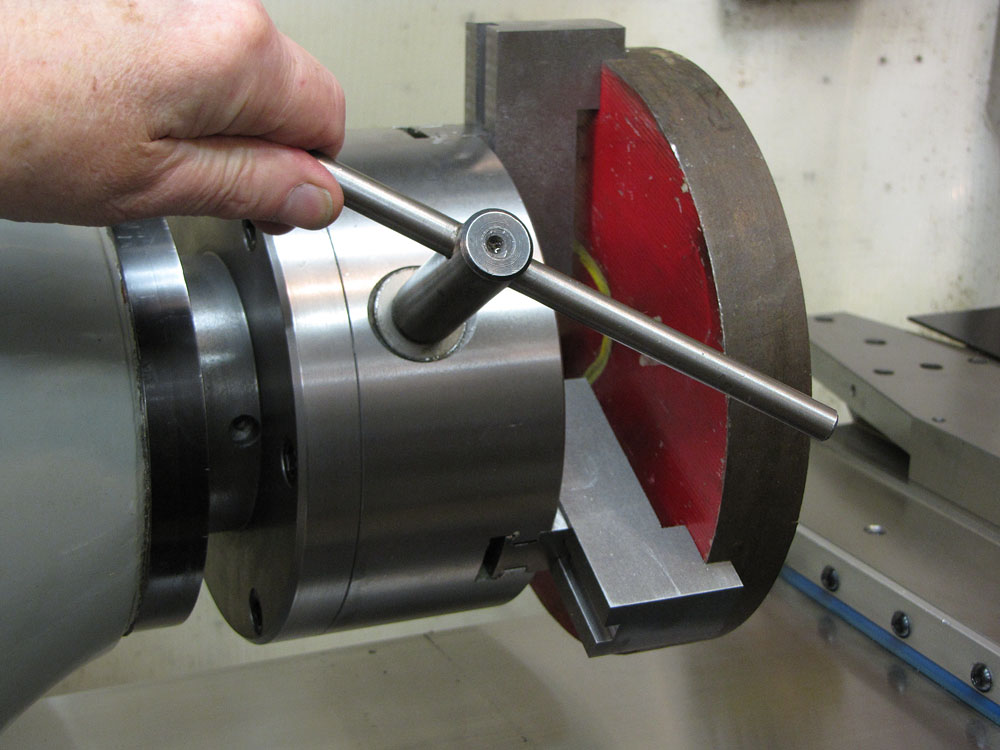
After driving the back plate in place, I bolted it down with a good two-hand grip on the hex wrench:

That's a pair of lead sheets I used in the vise to grip the chuck without scratching it.
Back on the lathe for a final cleanup of the outer diameter:
I tested the runout with a piece of Thomson linear shafting. It's quite straight and round.
Here's the reading near the chuck:

TIR = .001"
And, outboard eight inches:
TIR = .003"
I'm OK with that.
Part Two - Extra Long Soft Jaws
I wanted my new soft chuck jaws to fit tightly on the bottom jaws both for security and repeatable concentricity, so I spent some time measuring. I used gage blocks to check the groove in a hardened top jaw so my new soft top jaw could be just the same:

After I cut three identical lengths of 1" x 2" cold rolled steel, I set them together in the mill vise to machine the tight fitting key that mates up with the bottom jaw:

After a couple of trial fits, I got the key so it was a slight interference fit.
For the groove, I centered up and cut each soft jaw separately, slowly inching up to the final dimension:
I'd cut one light pass, check the fit, and cut identical passes on each jaw with the mill Y-axis locked.
When I was finished, I had three jaw blanks that fit my gage blocks:

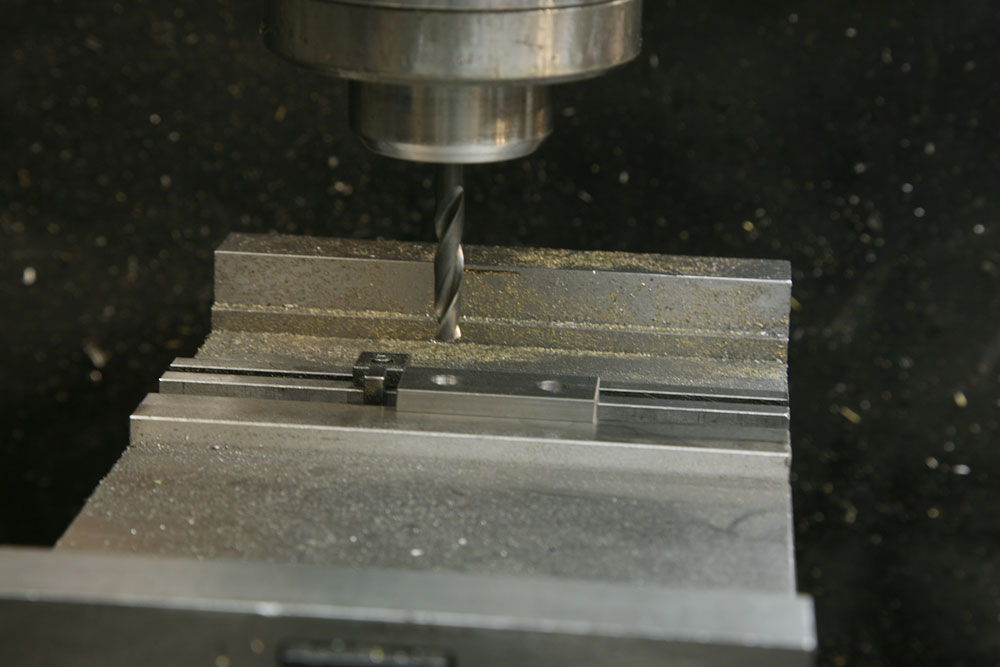
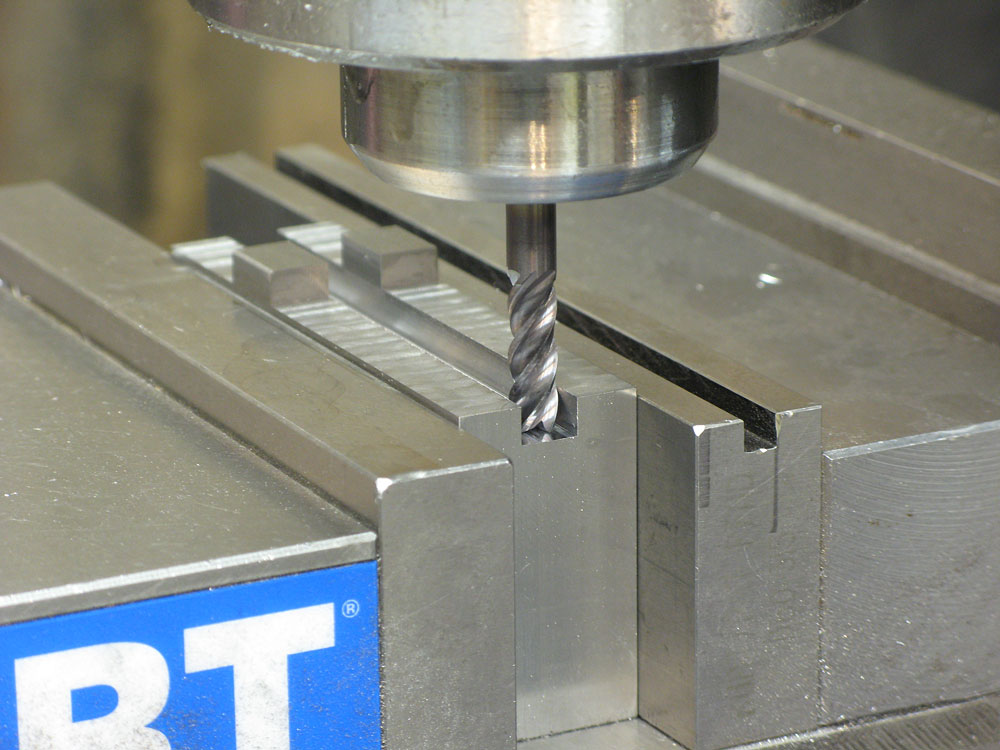
I needed to drill 3/8" screw holes through the jaws, and the groove was a bit narrower than that, so I plunged a 3/8" end mill down into the groove to make it easy to start a drill right on center:
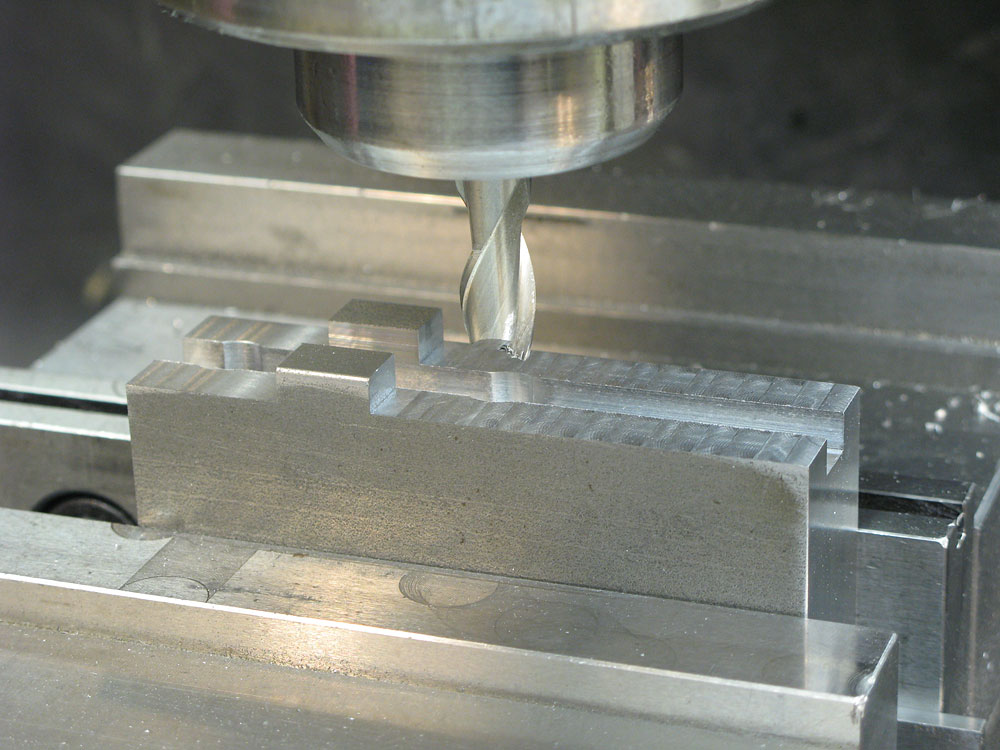
If I'd tried to drill straight into the groove, I think the drill would have been knocked out of alignement as it bumped along.
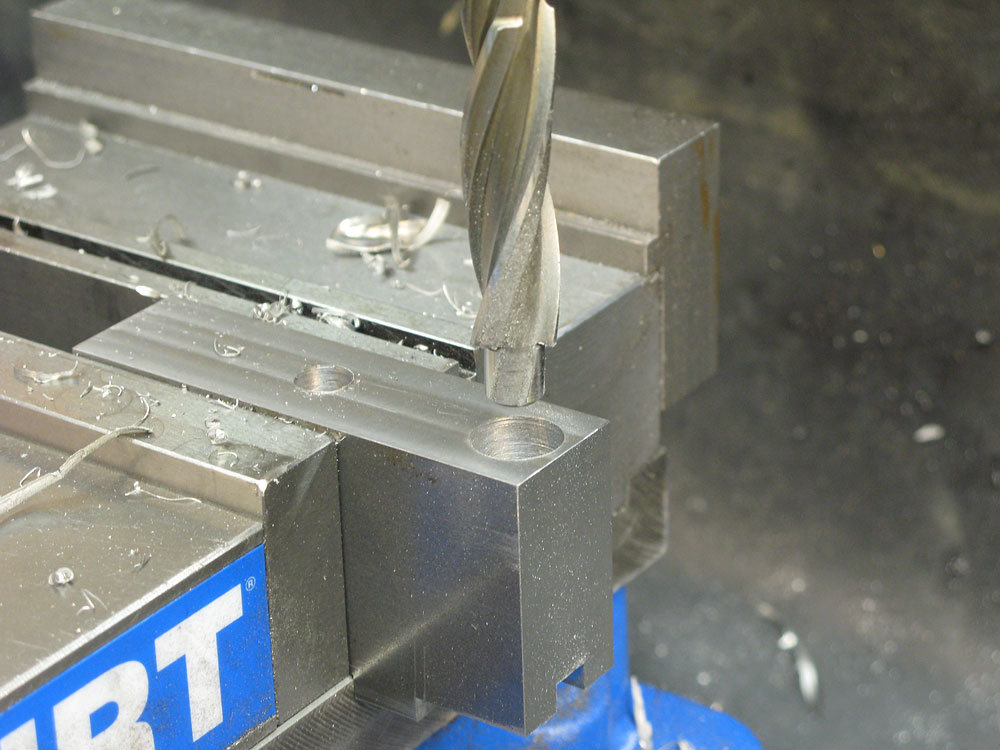
Then, I drilled both through holes:

In retrospect, I suppose I could/should have drilled from the top, and not worried about the groove, because I still needed to counterbore for the screw heads:
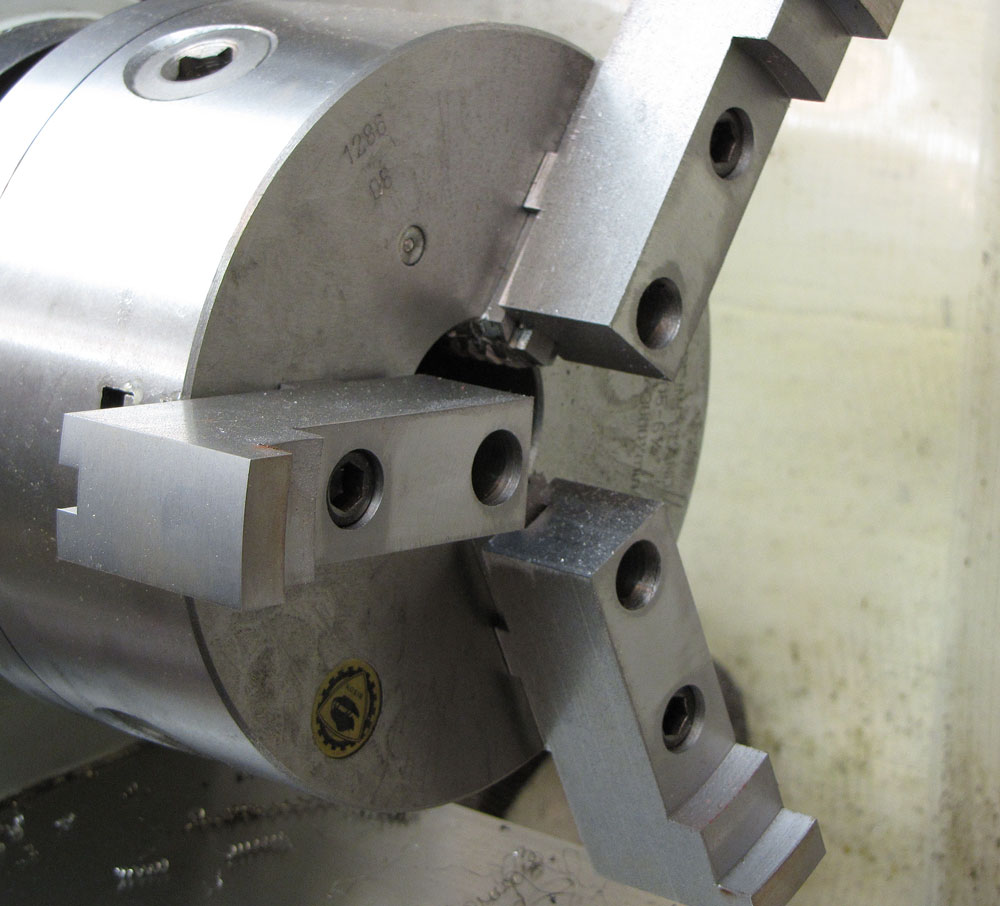
Once I got the new jaw blanks securely screwed in place I tightened down the vise jaws until they met. My blanks are just enough shorter that the original bottom jaws tighten against each other before the new ones touch:
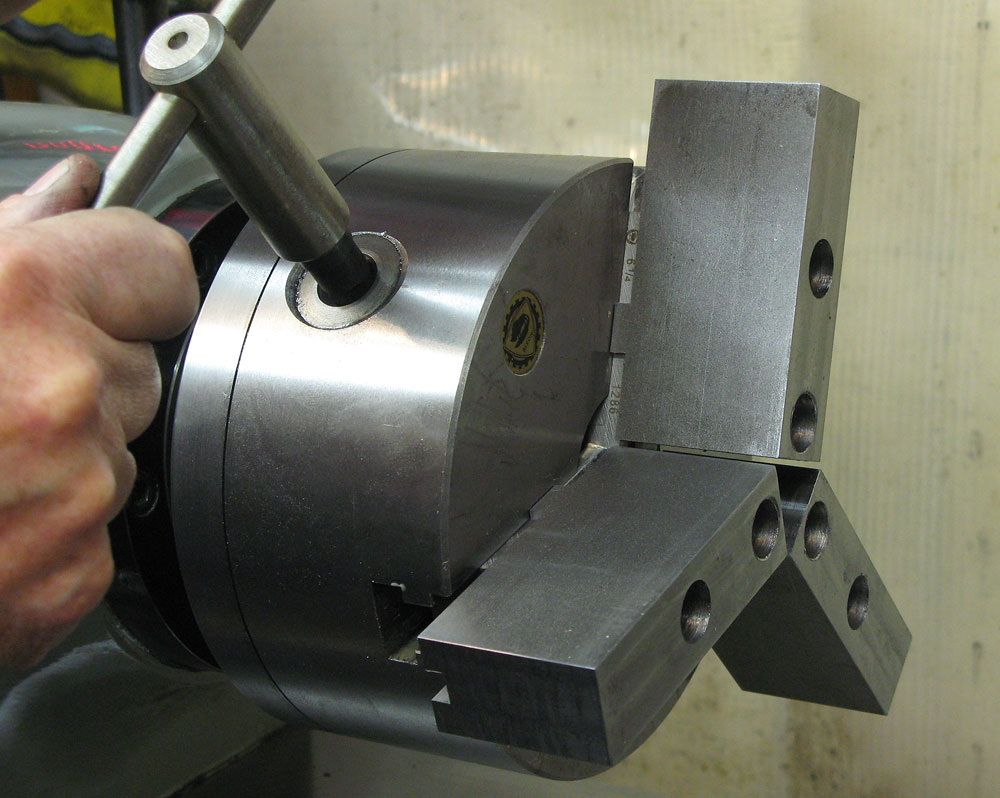
You may notice in the following photos that I've removed my trademark rubber sheeting from the lathe carriage for this job. Fact is, the new chuck jaws come so close to hitting the carriage that I wouldn't risk having them snag the rubber. I really don't even want to know what would happen in that kind of accident!
This is the tool setup I used to cut the soft jaws:
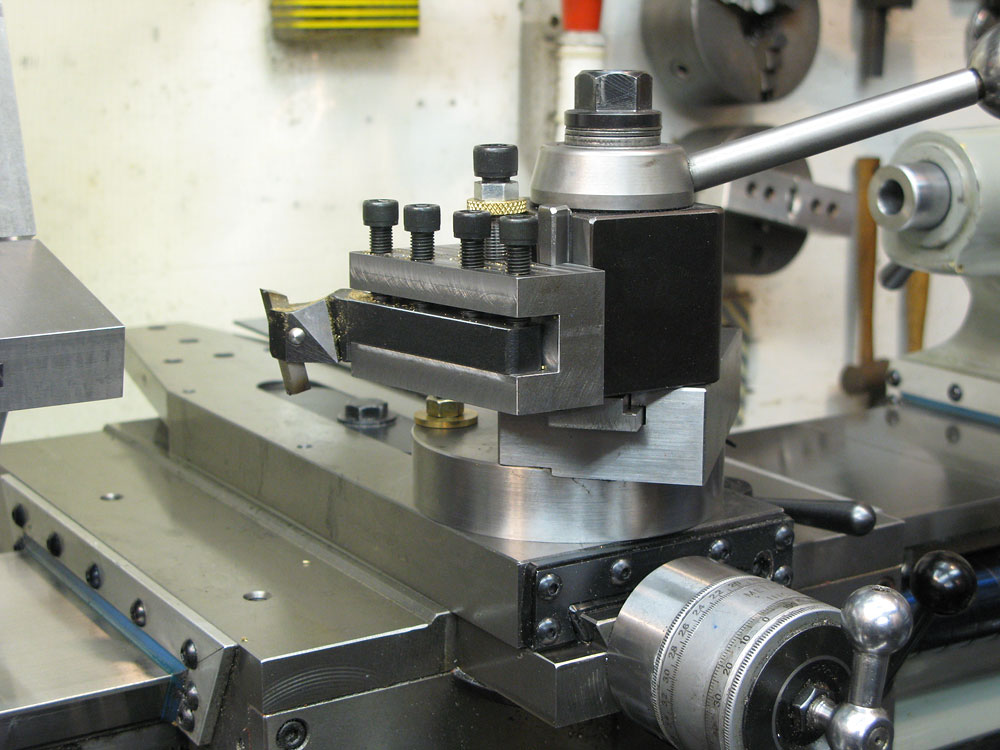
I have my "hefty tool post" in place of the compound, and a shop-made 15-degree angled quick change tool holder swung around holding a tangential tool holder. All this is necessary to crank the tool way out around the chuck jaws, which extend pretty far out beyond the usual range of my regular compound and tool position.
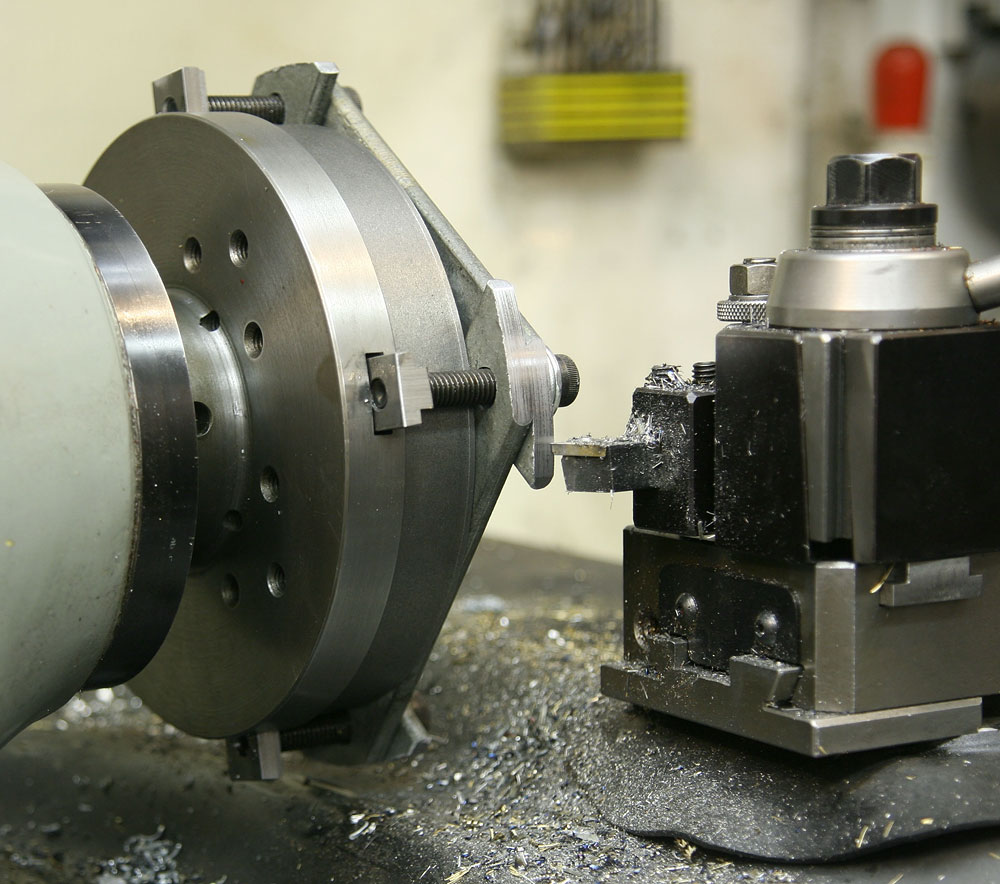
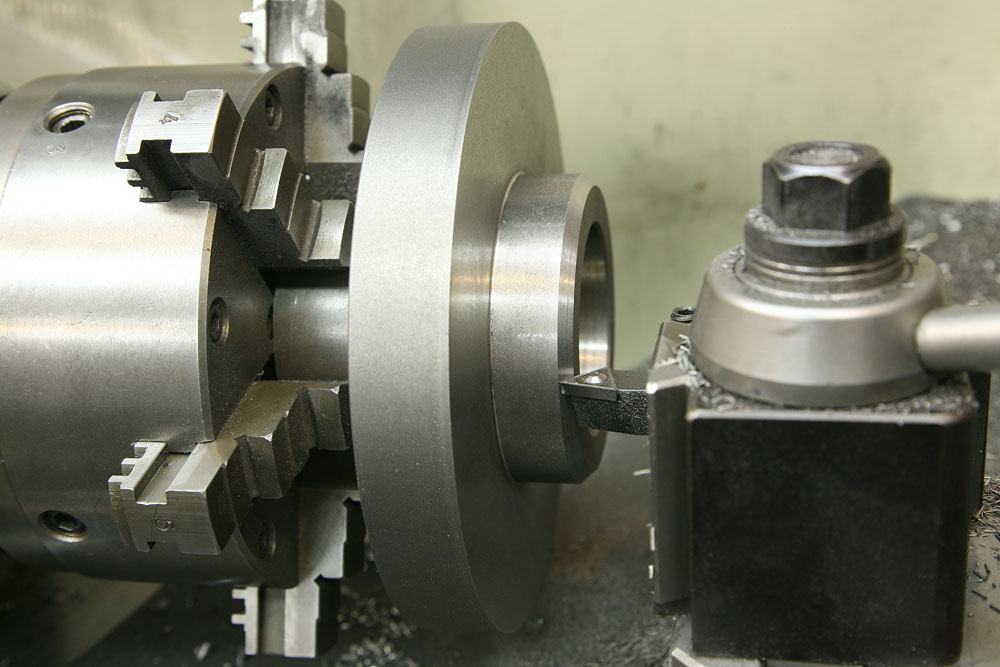
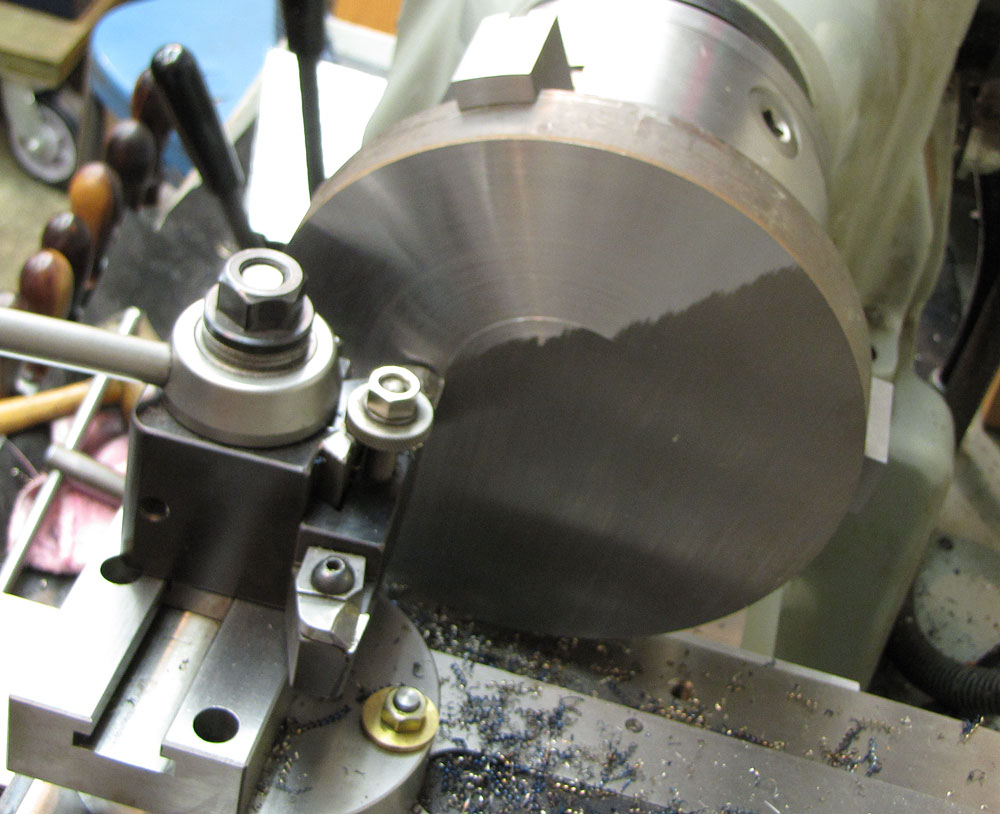
Here's the nastiest interrupted lathe cutting I've done. I'm rounding and trimming the ends of the new soft jaws:
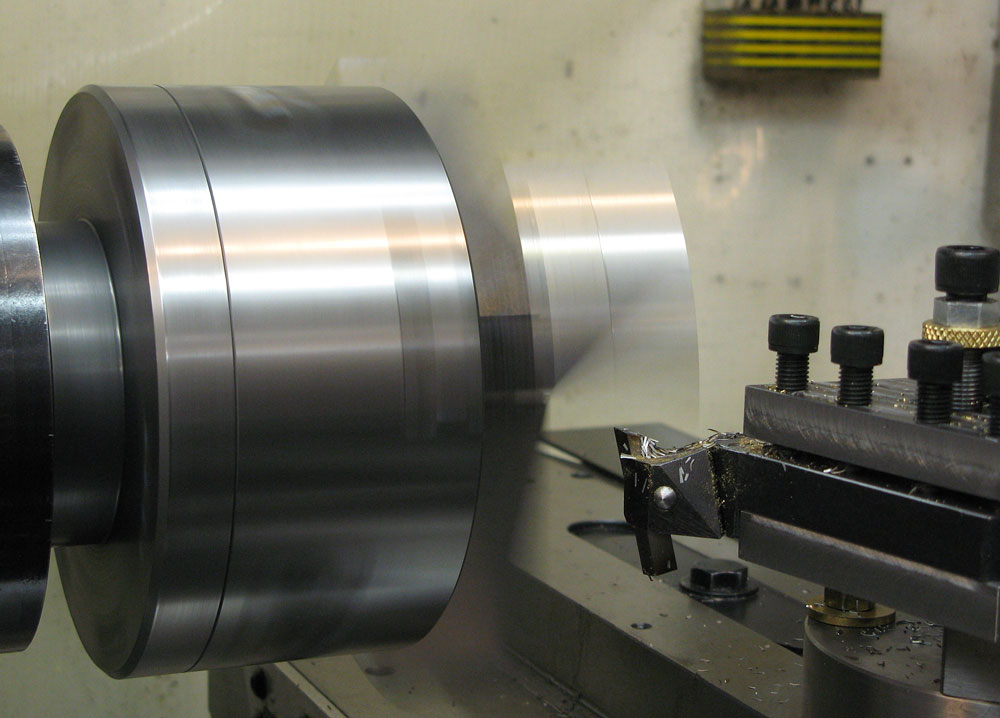
And, I was standing pretty far to the side, way out of the "kill zone" for this operation, and, yes, the chips really flew. Just as a reminder, I really do use chip shields to avoid having to pick steel commas out of my eyeball - here's how the operation actually looked in progress:
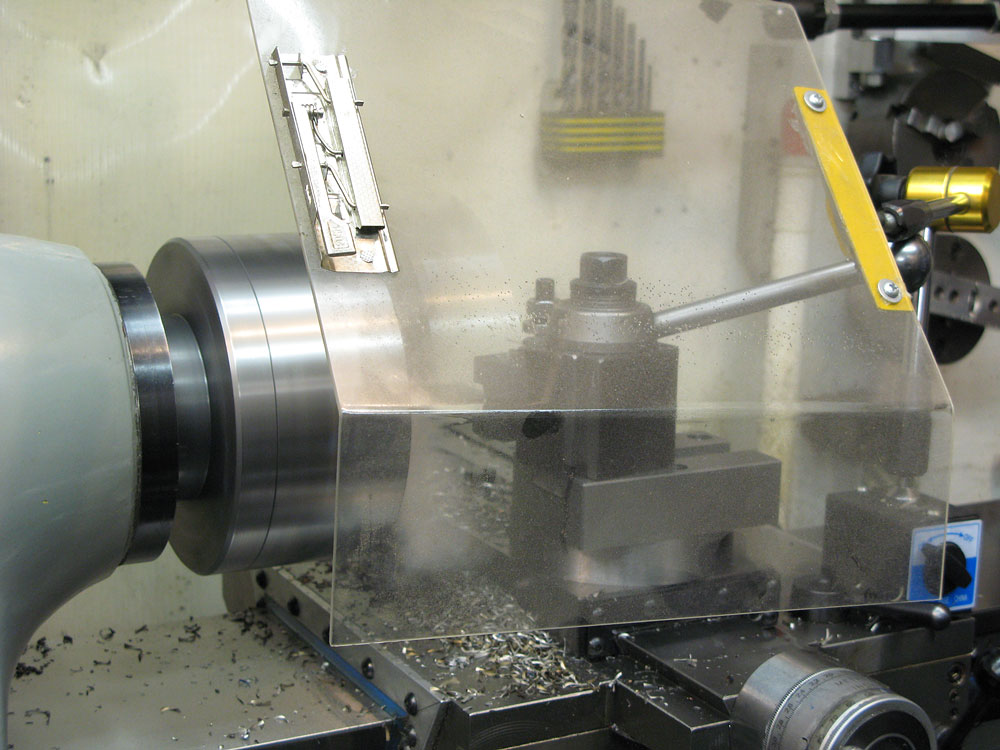
I take shields off for photographs, you know.
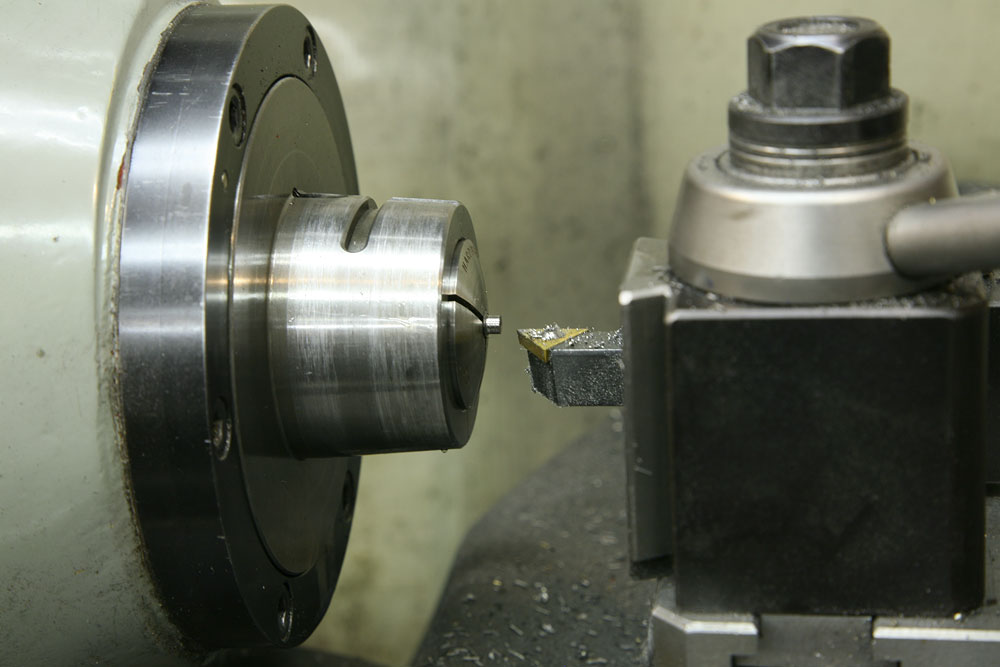
After cutting the fronts of the jaws, here's what I had left:
And here's what I can do with it:
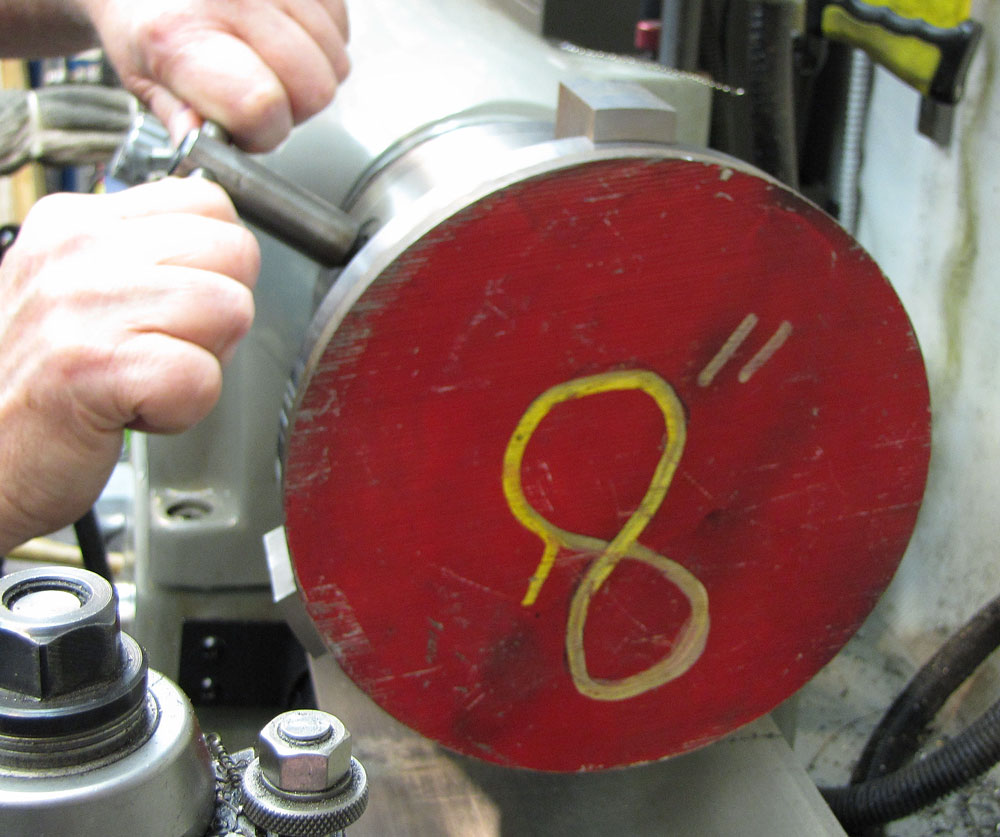
That's a cutoff of a piece of 8" diameter CRS I picked up in the scrap bin over at Metals Supermarket.
With "good" side against the chuck jaws, I faced off the rough side:
And flipping it over, I chucked up my new cut side:
If I take some care and go slowly, this setup feels nice and solid.
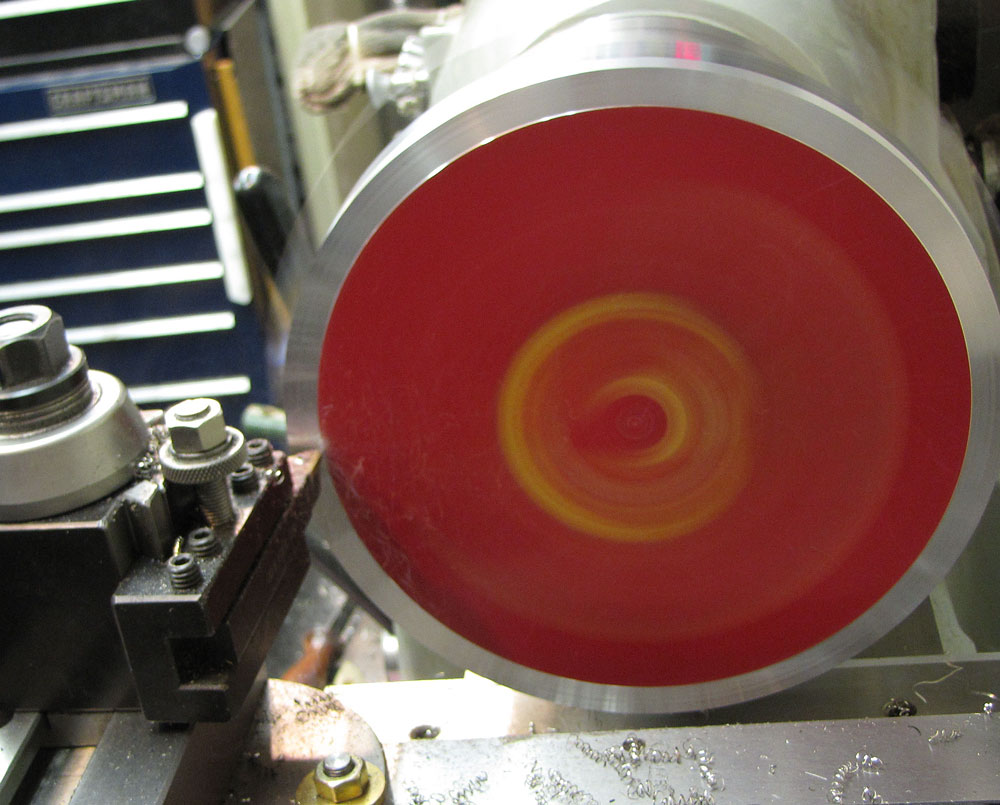
And, what can I make with that 8" diameter disk?
How about a nice fixture plate for the 6" rotary table on my little Rusnok mill?

Hmm, it's beginning to look like I'm into stretching the capacity of small machine tools . . .