|

|
Who is this man, and why is he smiling?
Charles Fox, and he's president of the guitar company that bears his name. He's playing
the first notes on a new guitar in the setup room. He calls it "spanking the
baby." That's the front office way back behind him, by the way. If you'd like
to see more photos of completed guitars, please take a trip to Healdsburg, via the
web: www.cfoxguitars.com |
|

|
I spent the day (December 14, 2000) at the Charles Fox guitar factory
in Healdsburg. Charles and I, along with most of the staff, spent hours discussing
some of their plans for new models. For "show and tell," I brought along
my collection of vintage and contemporary guitar tops. |
|

|
Even though they were filling orders and preparing for the big NAMM
show in Anaheim a month later, Charles felt that the discussion of traditional designs
warranted having his crew present to listen and contribute. It's a small, growing
company, and there's a lot of overlap in responsibilities. As you'll see in the following
photos, Charles and vice president Jon Lee both spend time "on the line." |
|

|
Life begins in the mill room, where raw materials begin to take shape.
Here, wood is machined to size, tops and backs are sanded to thickness, parts are
fabricated. Unlike the rest of the factory, his room has no climate control because
the completed parts will spend time "seasoning" in the main assembly rooms. |
|

|
After they are formed on the shaper using conventional pattern duplicating
fixtures, braces get a final touch of hand sanding. |
|

|
Here they are, ready to become part of a guitar top. |
|

|
Bridges, too, get their share of finish sanding by hand. |
|

|
This big tray has a lot of strips which will get slotted to become
kerfed lining. I had them hold the tray away from the saw at an angle so you could
see them more easily. |
|

|
The kerfing saw is a converted radial arm saw, fitted with an arbor
and a stack of five blades. One pull across the tray, and you get five cuts in a
couple dozen strips.
By the way, this is one of a few flash pictures I had to take where the light was
unfavorable for my digital camera. I think flash really freezes things and makes
them look lifeless, so I avoid it wherever I can. |
|

|
A simple hold-down device connected to a foot pedal keeps the strips
from "floating" upward as they are cut. This kind of simple but effective
safety system is important in any kind of power wood working! |
|

|
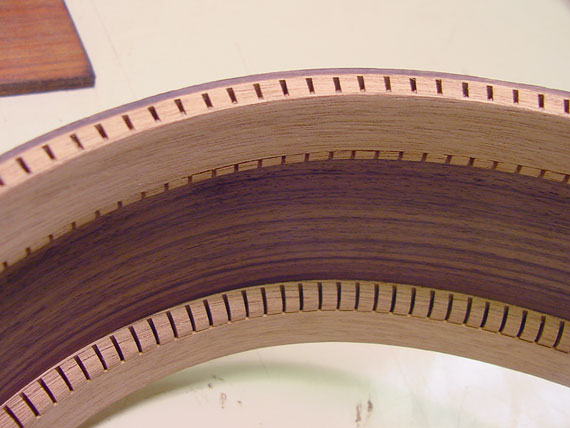
Now, let's take a look at these unusual linings. There's a kerfed
section which is rabbeted to receive a thin filler strip. |
|

|
When the kerfed strip is bent to shape, the thin filler fits precisely
into place. It may seem as though this is a lot of effort to waste making the kerfed
lining look pretty, but that's not what's important here. |
|

|
Glued in place, the filler strip acts as a cap preventing the kerfed
strip from bending. That means the rim becomes incredibly rigid as soon as the lining
is applied. I tried bending one of these rims and was really surprised at how strong
it was. |
|

|
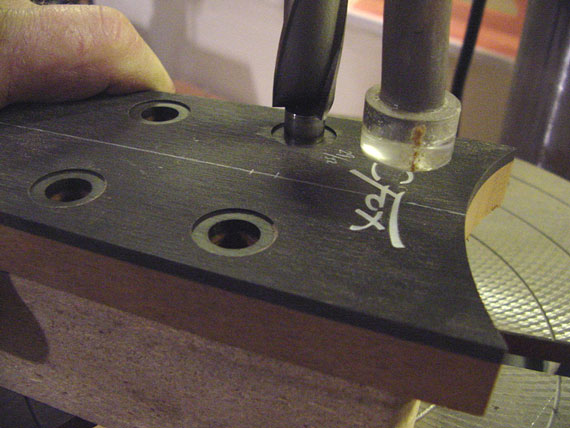
If you think the lining is unusual, take a look at this neck block!
CFox guitars are assembled with a mortised and bolted neck heel. If you ask me, this
is one of the best methods available for construction because it allows for easy
neck removal, and is about as strong as a glued dovetail. Notice also, the "foot,"
designed to carry some of the load to the back to help keep the block rigid over
time. |
|

|
I don't know of any other builder who uses an assembled neck block
like this one. Charles explained that with the extra rigidity of the foot design
the grain needed to run fore and aft, rather than sideways. With the neck block grain
in that direction, the bolts would not have been well supported, so he set about
designing a block which has favorable grain in all directions. |
|

|
Parts are made using a shaper and a series of duplicating patterns,
and they fit together tightly. |
|

|
Two pairs of toggle clamps provide quick and easy clamping for glue-up. |
|

|
A couple of tapering cuts on the outside edges give the neck block
a trim look. The block takes a quick trip to the finishing room for a few coats of
sealer and lacquer, also just for appearance. |
|

|
In place, the foot of the block butts right up against the upper back
brace, which also helps carry the rotational load, making the neck-to-body joint
all that much more rigid. The finish on just the neck block really draws attention
to its innovative design. |
|

|
Earlier I mentioned "conventional pattern duplicating templates."
Here's a back wall with a bunch of them hanging, ready to participate in the neck
making process. |
|

|
And here's one on the shaper with a neck blank. The hose connected
to the back of the fixture provides vacuum, holding the blank firmly in place as
it is shaped. |
|

|
Some neck blanks ready for subsequent operations. |
|

|
The peghead is glued to the shaft of the neck by a traditional "scarf"
joint. |
|

|
Neck blanks pass over a pair of small table saws, each one dedicated
to only one cut. This one cuts only the slots for carbon fiber stiffeners that lie
alongside the adjustable truss rod. Notice that the cut is guided by a rail in the
center of the table. The neck block has already been cut for the truss rod, so that
channel makes a natural guide slot. |
|

|
Here's the neck so far. Side profile is roughly cut on the shaper,
peghead is joined and flattened, truss rod and stiffener slots are cut. |
|

|
This big press is used for laminating the peghead veneer. As I toured
the shop, Charles reminded me of the importance of keeping the tooling simple and
geared toward the level of production. He refers to the fixturing in his factory
as "second level," meaning that it is basically the one stage ahead of
that used in an ideal individual luthier's shop. Almost all the parts come from local
hardware stores rather than big machine supply catalogs. |
|

|
Now for another shaper job. The peghead shaping template has a rubber
gasket and a vacuum connection to hold the peghead tight and locating pins to align
it precisely. |
|

|
Passing over the small shaper cutter, the template rides on a ball
bearing and the cutter blades trip the peghead exactly to shape. |
|

|
Tuner holes are drilled from the back of the peghead using a different
kind of aligning fixture. |
|

|
Underneath the fixture, there's a little guide template with a series
of notches to locate the tuner holes. The notches fit right up against a pin in the
drill press table. To align the holes, the operator simply slides the template up
against the pin. That way, there's no need to lift the fixture and fumble to find
the locating hole in the bottom. |
|

|
On an adjacent drill press, the tuner holes are drilled again from
the front. This time it's just to countersink the tuner washers. |
|

|
Check this out. It's a depth gauge attached to the drill press quill
that stops the drill when it touches the surface. That way, the countersink drill
goes to exactly the same depth regardless of the thickness of the work piece. |
|

|
Same kind of depth gauge in use here, too, as holes are drilled for
inlay dots. By the way, that's our old friend, Todd Taggart taking a photo of me
taking a photo of him taking a photo, etc. |
|

|
OK, time for everybody's favorite CFox shop-built setup, the neck
shaper. This is what's often called a "deadhead" belt sander, because the
belt goes around stationary corners rather than pulleys. |
|

|
The rough neck block is held in a special carriage, which has rounded
end pieces. The ends fit up against vertical guides outboard from the sanding face.
The rounded section at the peghead has a smaller diameter, so as the neck is pressed
against the sander, the appropriate amount of material is taken off the length of
the neck. |
|

|
The result - a very nice contour indeed. In fact, by adjusting the
shape of the rounded guides, the contour of the neck can be controlled to any appropriate
cross section. And, all the sanding scratches go with the grain. (The sample
in this flash photo is scratched across the grain because it's just that, a demo
sample.) |
|

|
Before and after shaping on the sander. |