
























Page 2 of 4
|
|
Here's another very clever shop-built setup. It's a duplicating carver to rough out the heel shape once the shaft of the neck is run on the belt sander. A nice long handle gives plenty of leverage to guide the work along as the stylus traces a pattern. |
|
|
Time to move along to the climate-controlled assembly room, where the real building takes place. |
|
|
After they are sanded to thickness in the mill room, sides are bent on the famous "Fox side bender," which has been a standard in small shops for decades. |
|
|
Charles invented and popularized this simple machine for bending guitar sides. In fact, it's available through L.M.I., which is located in Healdsburg, too. |
|
|
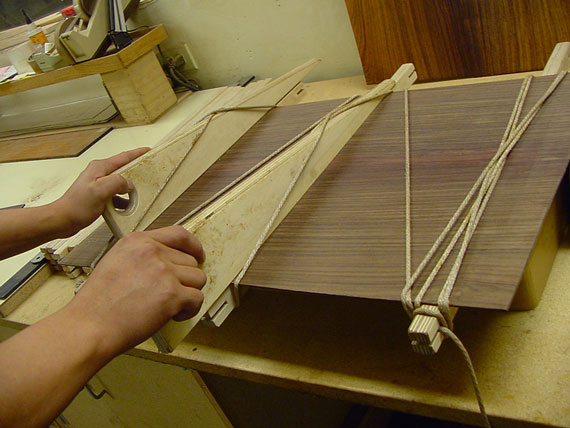
After they are sanded to thickness, the halves of the back are joined in a simple and traditional Spanish method. |
|
|
Sash cord (1/4" rope) is wound about three sticks that lie beneath the wood to be glued. |
|
|
Then, these big wedges are inserted right above the sticks, tightening the ropes like crazy, while pressing the thin guitar back against the sticks to keep it straight. |
|
|
Then the whole business is lifted up and carried away for the glue to dry. |
|
|
The rig, viewed from the bottom. |
|
|
Three more sticks go into the bench fixture for the next back to be joined. And so on. . . |
|
|
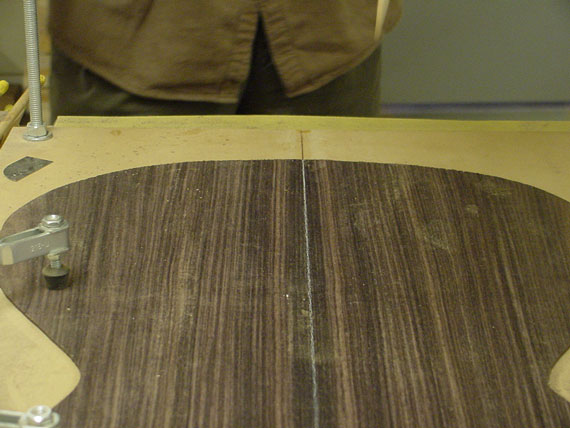
After the back joint has dried, the wood takes a quick trip through the wide belt sander in the mill room to be leveled, and reduced to its final thickness. Here, it is being roughed to shape on the band saw. |
|
|
Now comes one of my favorite little setups - the back strip gluing and slotting process. The back gets clamped down, with the center line aligned by sight. |
|
|
And, this little acrylic plastic gauge is lowered, against which the center joint reinforcing strip is laid, having previously been coated with glue. |
|
|
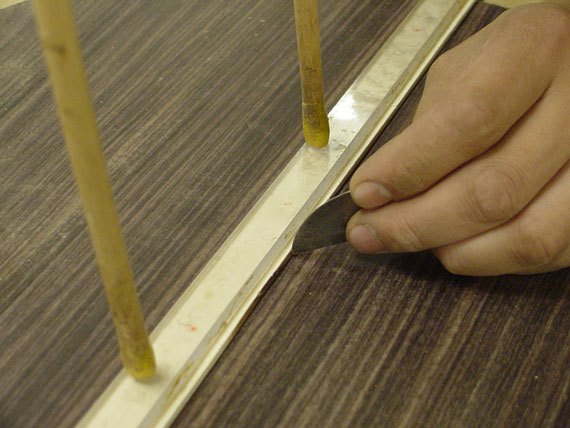
"Go-bars" provide the appropriate clamping for the center reinforcement which now has a clamping caul on top of it to distribute the pressure. |
|
|
Now for the cool part - the acrylic locating flap is raised so it's easy to clean off any glue squeeze-out with a little scraper. |
|
|
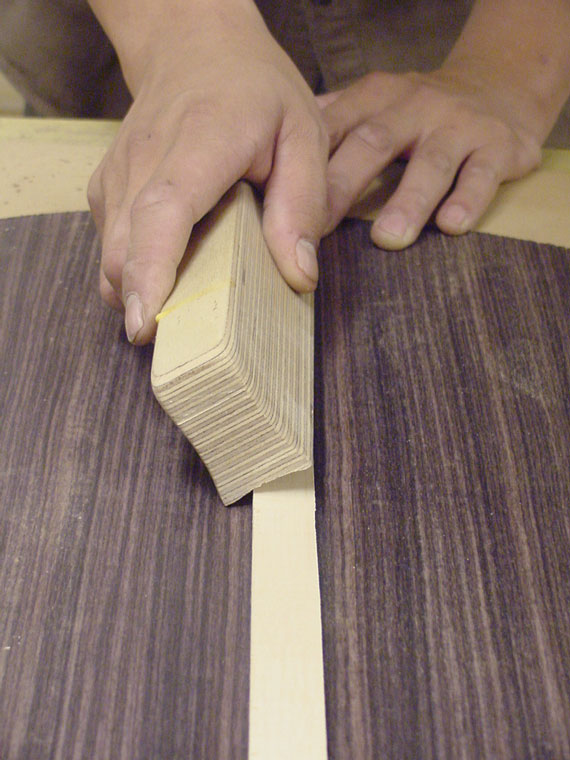
The rectangular reinforcement strip is rounded with a few quick strokes, using a special rounded sanding block with self-stick sandpaper adhered to its concave face. |
|
|
About two feet away there's another fixture, where the back gets clamped down for the process of notching the reinforcement strip to receive the back braces. |
|
|
A router, mounted on a hinged slide above an indexed sliding table, whisks away the spaces where each back brace will lie. |
|
|
In fact, the braces fit so tightly, they are self-aligning as they go in. |
|
|
Once the back braces are coated with glue and in place, the back is laid in a vacuum press. |
|
|
The top of the press holds a rubber membrane, covered with an acrylic shield to keep it from damage. |
|
|
When the vacuum is applied, the membrane draws down and the room air pressure applies the necessary load to the braces. In addition the lower air pressure causes the glue to dry faster. Pretty cool stuff. |
|
|
Meanwhile, the bent sides have been placed in a mold for gluing and clamping the neck and end blocks. |
|
|
That novel neck block requires a special clamping technique, designed to avoid injury to the finished surfaces. |
|
|
Once the linings are glued in place, the rim is so rigid it can leave the mold forever. |
|
|
Charles calls this the "boat." It's the rim glued to the back. Last chance to "detail" the inside, which is always neat and clean before final assembly with the top |
|
|
After the top is joined, and rough cut, it's time to locate the center of the soundhole. This acrylic jig keeps the drill from wandering as it cuts a pilot hole. |
|
|
In fact, the acrylic jig has a couple of rubber gaskets and a vacuum fitting to suck the top right up against the drill bushing, so there's no chance of a slip. |
|
|
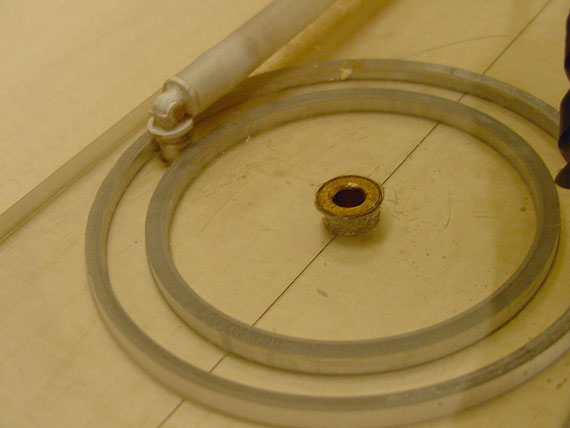
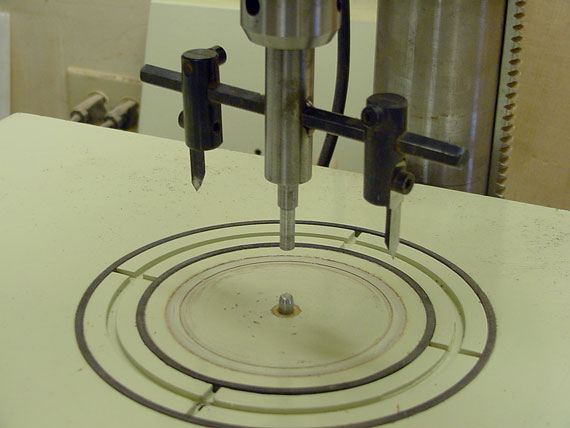
One of the few custom machine-made fixtures in the Fox guitar factory is this soundhole ring cutter. Notice the vacuum fixture built into the drill press table. There's a pilot that fits into the small hole just drilled in the guitar top, and a pair of gaskets to contain the vacuum. Once the guitar top is place here, it stays firmly as it is cut for the soundhole decoration. |
|
|
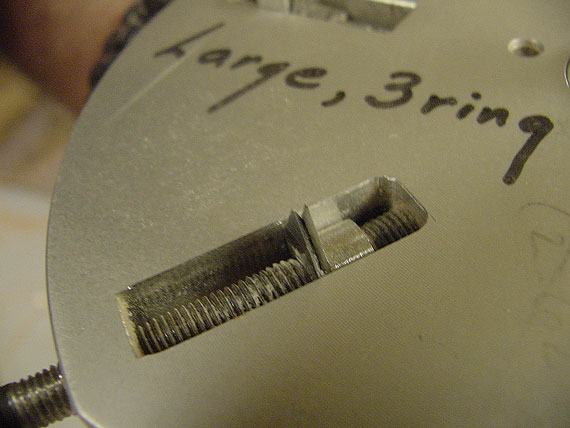
Take a look at the underside of the cutter. There are three pairs of cutting blades, each consisting of slicing and chip breaking cutters. |
|
|
These are the razor sharp slicing cutters that define the edges of one soundhole ring. |
|
|
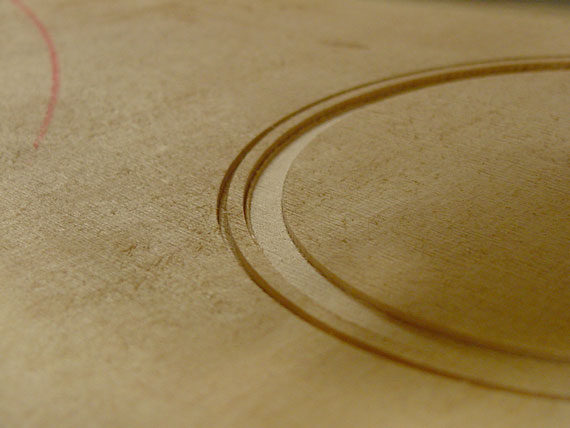
And, here's the result. In this case, only two pairs of cutters were used to make the two rings. |
|
|
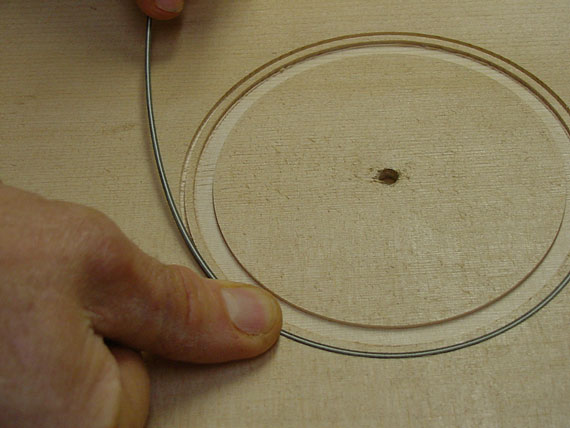
Coated with a bit of glue, the soundhole purfling fits neatly into the slots. After the rings dry, the entire top gets a pass through the wide belt sander to reduce it to final thickness and to clean up the soundhole decoration at the same time. |
|
|
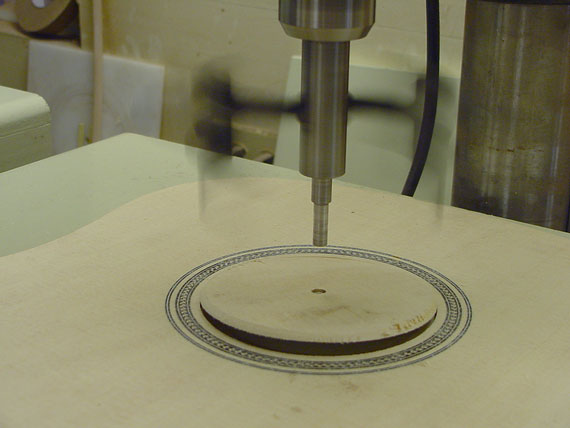
Back at a different drill press, the soundhole is cut with a standard trammel style hole cutter. Unlike others I've seen, this one has a pair of blades to keep the balance even and make a clean cut. |
|
|
Naturally, all we see is a blur, as the wood melts away and the soundhole breaks free. |
|
|
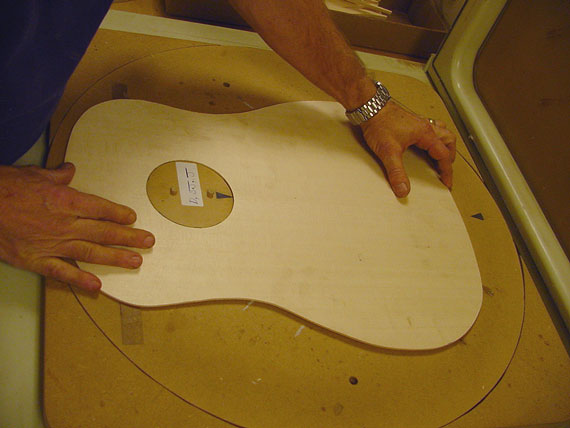
Now, the soundhole becomes the pilot for setting the top into the bracing alignment and vacuum gluing fixture. |
|
|
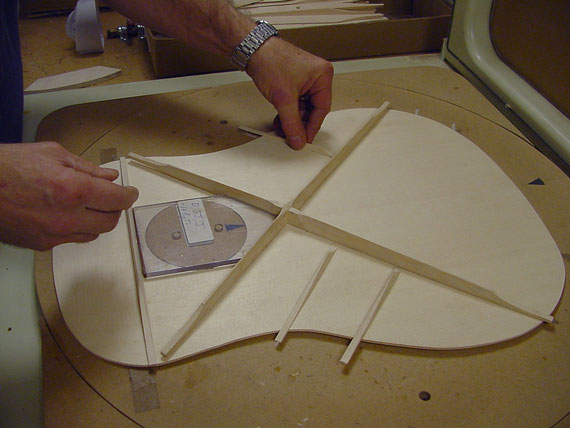
As you can see, this is one of the new X-series tops, with a conventional "cross-brace" pattern. Notice the acrylic template inserted into the soundhole to locate the X-braces and the lateral brace above the soundhole. |