






























Page 3 of 4
|
|
The rest of the braces get some glue and are set where they belong. |
|
|
Here comes that old atmospheric pressure again to do the work! |
|
|
Now, here's another favorite of mine. This peculiar rig is a clamping station for gluing the back and top to the rim. Those jobs are done separately, so the inside of the back can be cleaned up before gluing on the top. Here, the top is being glued. |
|
|
Notice the shop vacuum underneath the table. It's connected to a concave form against which it draws the top upward to maintain the proper slightly domed shape of the top as it is glued to the rim. |
|
|
Here you can see the underside of the clamping form, with its pattern of rubber gasket strips to contain the vacuum. |
|
|
As it comes off the clamping rig, the top is sure to maintain the ideal shape. |
|
|
Beneath, the table has a concave bottom where vacuum is applied when the back is glued to the sides. A shop vac is the ideal vacuum source since it draws a lot of volume, compensating for small leaks. |
|
|
Vacuum clamping is certainly the order of the day in the assembly area, and here's yet another simple clamping setup. It's a work station, with a shop vacuum enclosed in its base, and a gasketed surface which is contoured to hold a guitar body. |
|
|
To add versatility, there are actually two gasket systems. One underneath which allows for the removal of the instrument template, and replacement with a variety of different shapes. That's another one back there on the wall. |
|
|
And, here's another one. A series of four suction cups to hold a body in position for routing binding ledges. |
|
|
Each suction cup swivels so alignment is quick and easy. This rig is connected to the central vacuum pump that serves other work stations and clamping devices. |
|
|
A guitar body gets clamped on the stand, and is adjusted so the sides are plumb. |
|
|
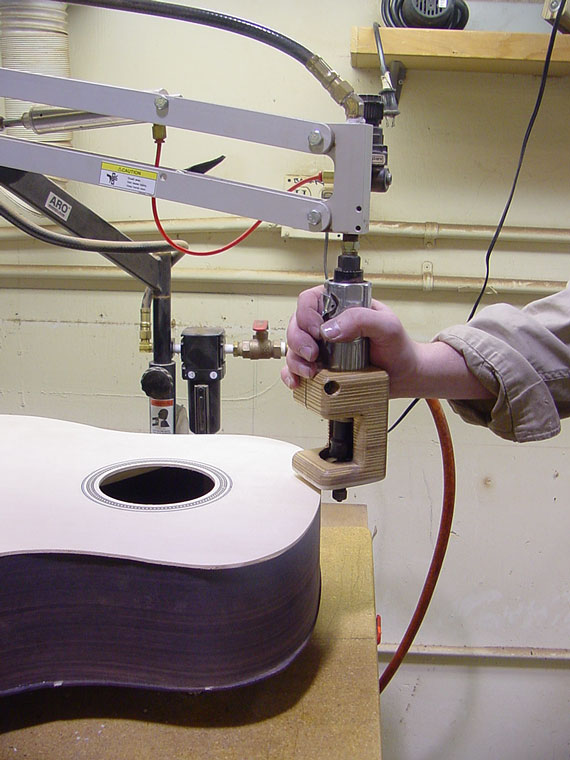
Then, an air turbine router is guided on an articulated arm along the perimeter, neatly trimming the top flush with the sides. |
|
|
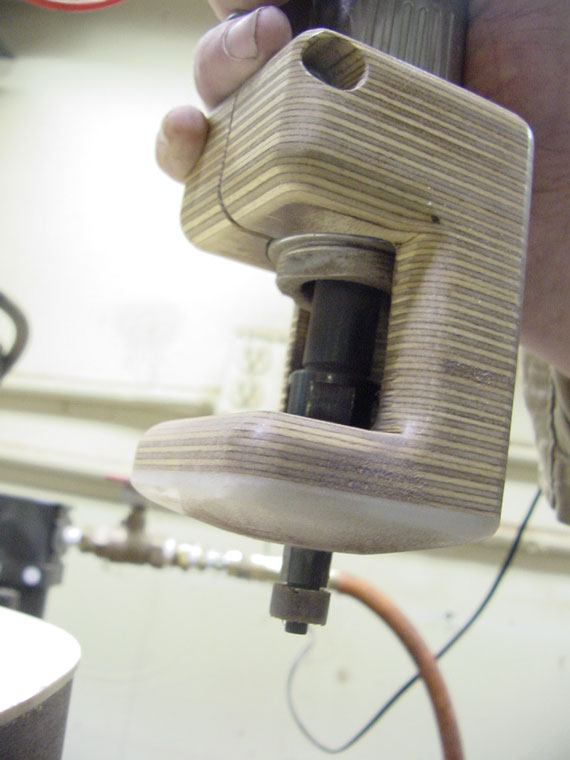
The cutting guide is another shop built fixture, made of laminated wood. The convex bottom guide allows the cutter to ride around either a top or a back and cut cleanly to the edge. |
|
|
This one really screams and spits chips as it goes! |
|
|
A vertical vacuum chuck holds the guitar body for the next operation. |
|
|
After clamping on a template, and aligning it on center, the guitar is readied to meet another router. |
|
|
This one makes the little wedge cut for the decorative end piece. |
|
|
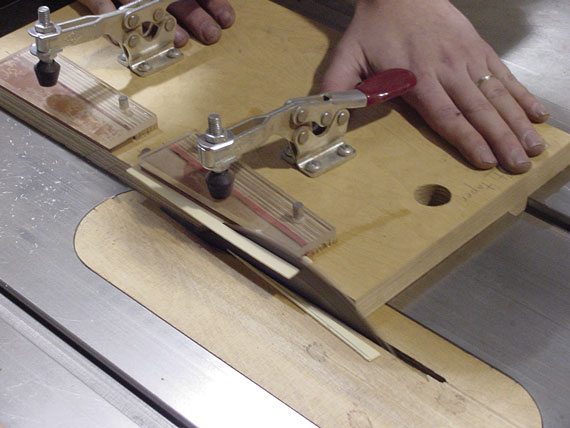
The celluloid end piece comes from the mill room, where it its cut on the table saw using a template and toggle clamps. |
|
|
Made oversize, the end wedge slides right into position, where it's marked and cut to length. |
|
|
Some cyanoacrylate glue goes into the slot, followed by the end piece. |
|
|
The glue gets a quick wipe, and almost instantly, it's dry enough to handle. |
|
|
After sanding the end wedge level there is one last step before cutting the binding and purfling ledges around the body. |
|
|
To make sure the fingerboard projects as straight as possible over the body, the angle of the top is gauged precisely using a series of templates. |
|
|
Just to make sure everything is in correct alignment, a few pencil lines are drawn on the top as "witness marks." |
|
|
Then, a special sanding block is used to true up the surface. The bridge end of the block is held at a precise height to make sure that the fingerboard and neck will align along the top from the neck block to the soundhole. |
|
|
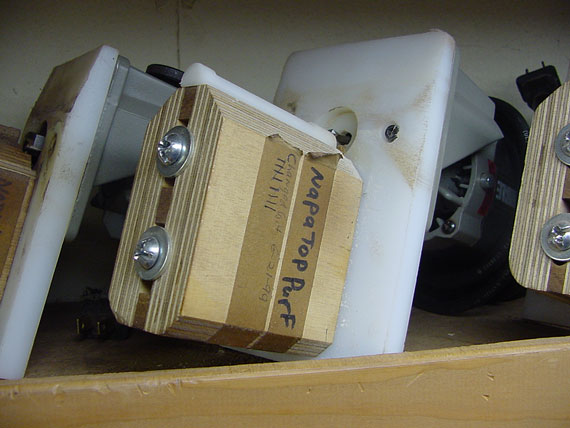
On a shelf above is a battery of small routers, each fitted with a dedicated cutter and guide. |
|
|
The guides are all shop made, and ride along the sides of the guitar as each router cuts its unique rabbet ledge for a specific binding or purfling. It's far more efficient to have a lot of dedicated routers than to reset an adjustable machine for each cut. |
|
|
As the router is moved along the top, the guide is held firmly to the sides of the guitar, keeping the cut straight and level. |
|
|
A quick touch with a sharp file makes the cut extra clean and crisp. |
|
|
Here it is, neat and clean with no tearout. |
|
|
To keep glue from running into the grain of the top and creating little stains, the purfling channel is sealed with an application of vinyl lacquer sealer. |
|
|
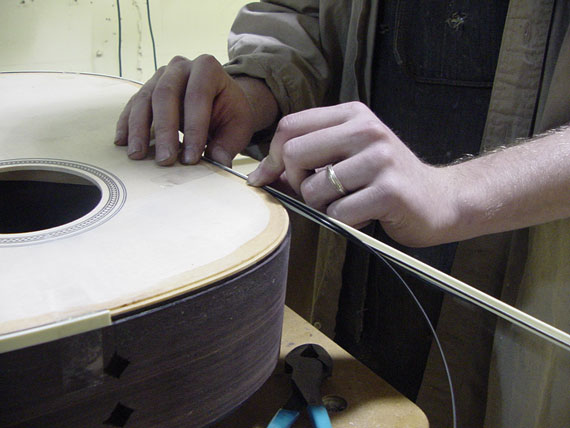
Now, for another tricky bit. All the purfling and bindings are applied and taped in position dry, without any glue. |
|
|
Then, thin cyanoacrylate is run into the crevices all along. Plenty of the low viscosity glue seeps into the joints. Unlike regular solvent based plastic cements, this glue does not cause the celluloid binding to swell, which might result in a sunken appearance after it was sanded and finished. |
|
|
Top and back binding are done at the same time. |
|
|
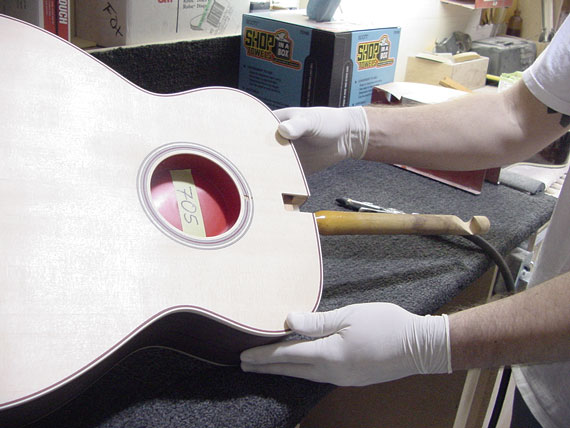
At the end joint, the binding is carefully trimmed for a seamless appearance. |
|
|
A little while later, after a visit with Mr. Orbital Sander, the guitar body is ready to march over to the finishing room. |