
Tacoma Guitar Co.
Making lots of guitars in the Northwest
Photos by FF, 7/6/01, also by Bryan Galloup & Julius Borges, as noted
This photo is from the Tacoma Guitars Web site.

Only a few years old, the Tacoma Guitar factory has become the third largest volume produce of acoustic guitars in the country. I took a side trip with some G.A.L. members during the convention in July to visit the plant.

Here's our little group, left to right: Dan Erlewine, Annie Prefontaine, me, Julius Borges and Bryan Galloup.

Our guide for the day, and prduct development manager at Tacoma Guitars, Terry Atkins. Terry is a player, and passionate about guitars (aren't we all?)

Like many other builders, the folks here at Tacoma reserve some of their most interesting materials for special projects. This koa guitar makes a fine impression when visitors walk into the office.

This is a big industrial building, and all the wood processing and manufacturing takes place in one huge room.

The owners of Tacoma guitars operate a sawmill and a piano soundboard factory in adjacent buildings, so there's no lack of heavy wood handling equipment. In fact, they actually manufacture their own big band saw blades from raw steel stock, cutting the teeth, hardening, etc.

It's not exactly quiet in here, but the high roof line helps mitigate the typical industrial woodworking noises.

Heavy lumber comes in here at the far end of the building to be cut into neck blanks, backs and sides, and the various other guitar component parts.

This is a view back toward the guitar assembly area. Sixty woodworkers, instrument builders and finishers make nearly 50 guitars a day here!

Once they are cut to dimension the backs, sides and neck blocks are stored for a while to acclimate before use.

It takes a tall fork lift to get up there, and entire pallets of wood are used every week.

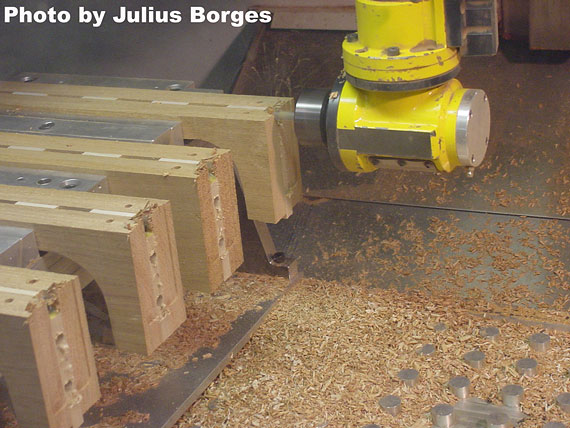
Here's one of the infamous robot wood munchers, hard at work making bridges. This computer controlled (CNC) machine works to incredibly tight tolerances, and automatically carves intricate parts, changing its own cutter heads and bits as required for the individual job. It takes a skilled programmer and operator to keep this big fellow running smoothly. Four of these machines run full time, making bridges, necks and interior components such as neck blocks and braces.

The backs and tops are "jointed" on a simple old fashioned shaper. This is the kind of job that could be done with precision on the CNC machine, but a hand operator can do just as good a job much faster.

The quality of the joint is checked on a light table to make sure the parts fit tightly.

Nobody seems to know how old this glue-up fixture is. It's monstrously heavy and solid - one of those old time tools that was really built to last!

Check it out. Heavy as it is, the entire assembly rotates smoothly on a big axle. The operator steps on a foot pedal to release it, and turn it to one of four work surfaces.

Right behind, there's a big rack of joined tops and backs, ready to be sanded to thickness.

This Timesaver sander makes quick work of the job. Fast as the pieces are loaded on the moving belt, they plop out the back end, reduced to uniform thickness for their respective instruments.

Soundhole rings are routed on these two mill-drill machines. Notice the big safety guards. I'll bet OSHA likes them!
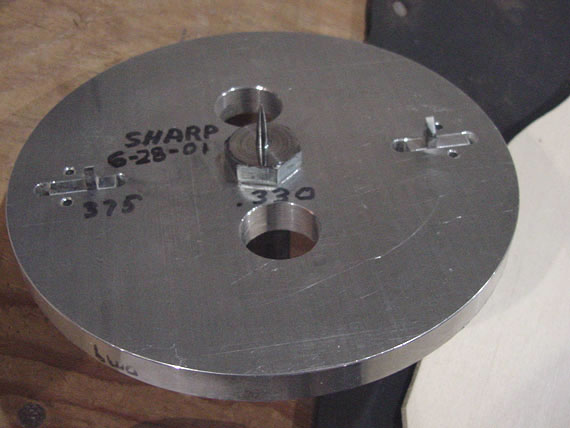
The cutter head. There's one for each soundhole pattern.

A braced top. Notice the big black patch. This top is one with the unique Tacoma teardrop soundhole shape, and the black material serves as interior reinforcement for the delicate spruce.

Here, some brace material is being finished up on a belt sander. The basic shapes were cut on the CNC, and the sander cleans up and bevels the edges.
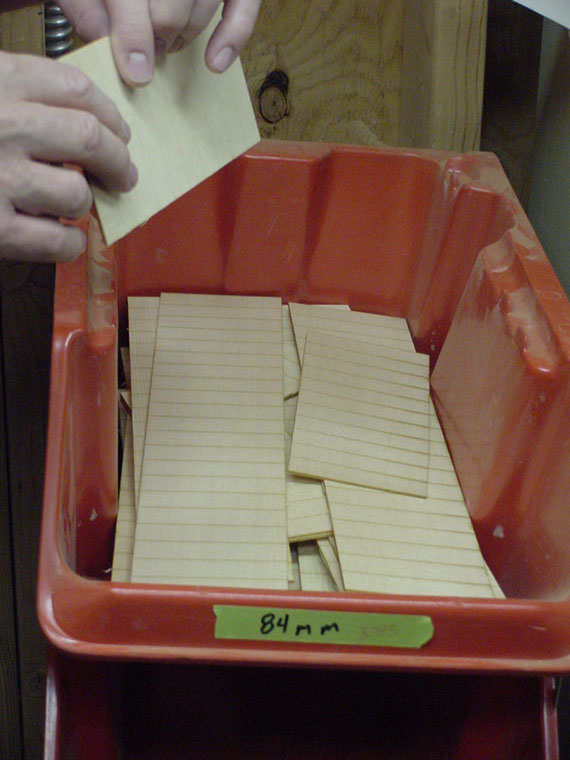
Some of the tiny interior braces, such as these back reinforcement strips, are cut by a computer controlled laser.

Braces are sorted for delivery to the appropriate work stations.

Some glue for the top braces of a "conventional" style guitar.

Braces are located by means of simple jigs and templates, and then the top is closed on the vacuum press. In the low vacuum, water is extracted from the glue, and atmospheric pressure squeezes the parts together. Vacuum gluing is the way to cut down on clamping time without sacrificing quality.
I particularly enjoyed the side bending area. Tacoma makes lots of different instruments with different body sizes and shapes, so there are lots of side bending rigs. This one is for mandolins, which have a complex shape and a one piece side that is bent all at once on this heated aluminum form.

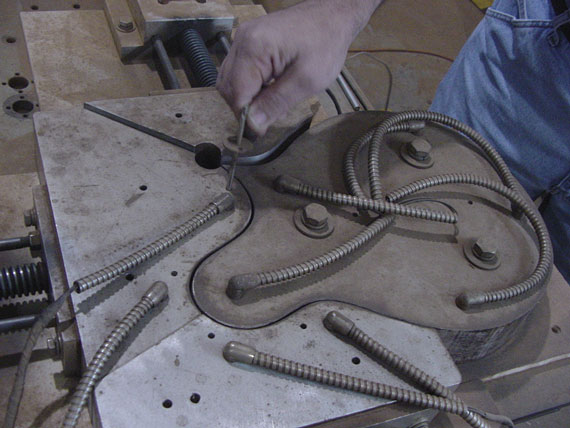
But, the cutaway guitar bending operation is the most exciting. Just look at this fancy aluminum rig.
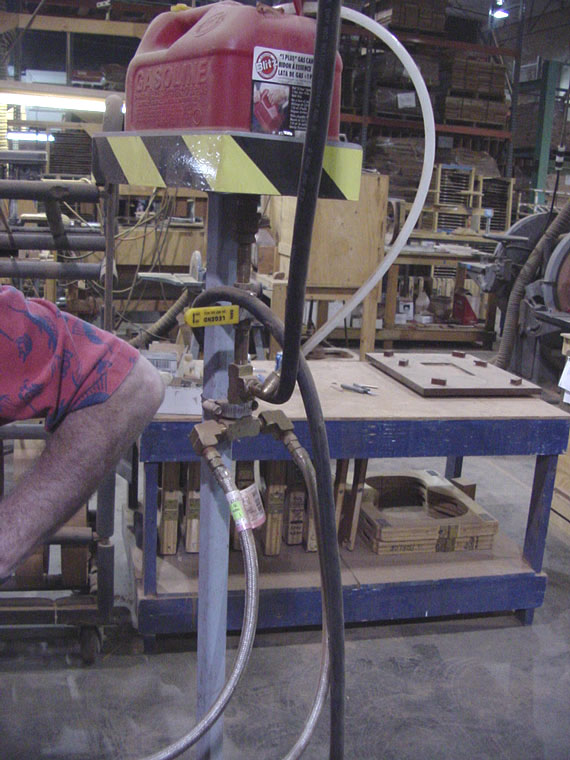
Hanging above the heated bending form is a water container.

To ease the sharp bends, water is released into the hot mold, exiting as steam through these holes.
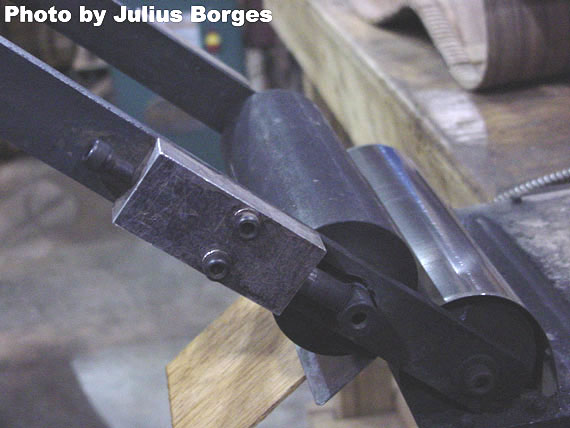
That's a sharp bend, so the side gets a "prebend" before it goes into the hot bender.

Basically folded over a hot roller and protected by a steel sheet, the side gets a "J" bent in just the right place.
Then the side will fit into the mold without breaking.

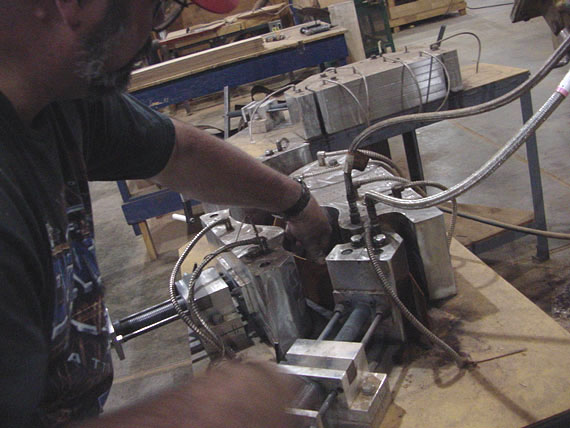
As the sides pieces are run in, the wood is heated from both sides and held rigid as it accepts its new shape.
And, out comes that steam!

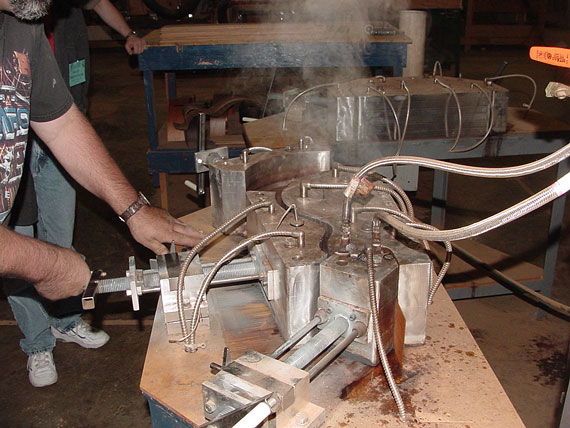
Cutting the side to exact length can be a tricky job to do by hand, so Tacoma has a special cutoff machine right at hand. The freshly bent side clamps right in place,

and the entire mold section slides past two nasty looking carbide cutoff blades.

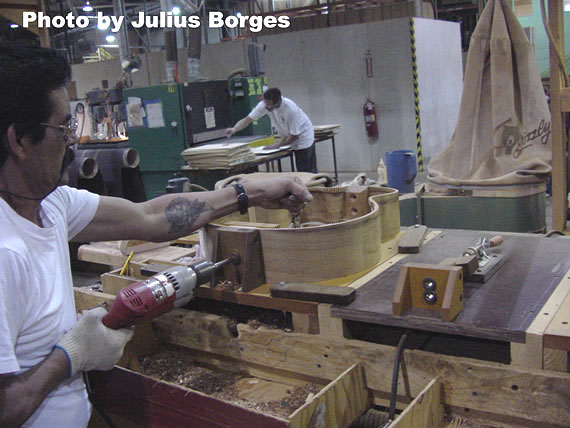
Gluing the neck and end blocks in a Papoose.

Counterboring the neck bolt holes.

After the side is bent, it's marked for locating the side reinforcement braces.

Side reinforcements help to prevent cracks by making the sides more rigid in strategic areas.

They are glued in place before the linings are installed.

Linings go right over the side braces, further reinforcing them.

No factory tour is really complete without the standard "through the mold" photo!
Neck blocks and end blocks are drilled so they index back into mold.

Once the linings are glued on, the side assembly goes back into the mold so its shape will not be distorted as it is handled and assembled.

Notice the screw in the mold. A screw at each end into the index holes keeps the sides held rigidly in place in the mold so they can be prepared for the top and back to be glued.

This sanding box has two rotating discs, one with a "dished" radius for the top and one for the back.

The mold assembly goes in.

And a weight goes on top. As the sanding disc rotates, the weight of the assembly is enough to press the sides down into the disc. There are simple tops built into the box, so the sanding stops at just the right time, when the sides and blocks have achieved the correct radius.
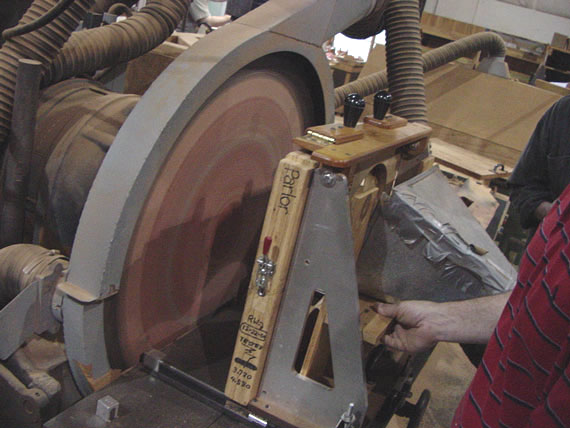
Smaller, flat top instruments are pressed against this vertical flat disc sander.

The decorative end piece disguises the joint of the sides, and is routed on a simple fixture.

Some glue, and a couple of smacks with a small hammer, and the job's done.

Time to fit up the top and back. The overhanging ends of the braces are marked with white chalk.

And, the back is set in place. At the neck block, there are two locating pins, where there will later be bolt holes. At the end block, it's a matter of centering by eye. Next, he'll mark the location of the sides on the braces with a pencil so excess may be trimmed off.

Some firm raps to transfer the chalk marks.

And, now the linings have clear marks so they can be cut to receive the braces. It's important to "let-in" the braces, so they are less likely to break loose by accident.

The braces are trimmed short enough to clear the sides but still be set into the linings.

All fitted up and ready to glue in the press.

If everything is well fitted it takes relatively little pressure to glue the body together, so only one press screw is necessary.

After glue up, the overhanging back and top are trimmed with a flush cutting router.

Binding channels are also cut with a hand router. In fact, lots of routers, one for each style instrument and binding.
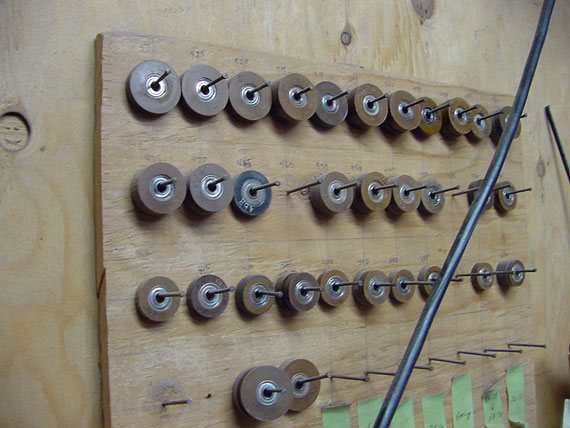
There's also a large stock of guide bushings for special binding and purfling combinations.

Bindings are glued in place with that familiar tape we all love so well.

A binding work stand allows access from all sides.

Scraping the bindings level.

Sanding the body before finish.

A nice big stack of rough neck blanks.

To avoid having to use heavy timbers and wasting huge amounts of mahogany, necks are made with extension "ears" glued on the peghead.

Tacoma necks have an interrupted filler strip above the compression style truss rod. They believe it allows for more control of the neck when adjusting the rod.

Peghead veneers being glued in place.

Shaping the end filler strip for the neck bolt anchors.
Here, the CNC cuts the recess for those strips. A this point, the CNC pretty much takes over the neck carving.

Here's the end of a neck block with the maple filler reinforcement and the screw inserts.

Fingerboards are glued quickly with this cool rig. All you do is just slip the assembly in,

and turn on the compressed air, which inflates the bag, and applies plenty of clamping pressure.
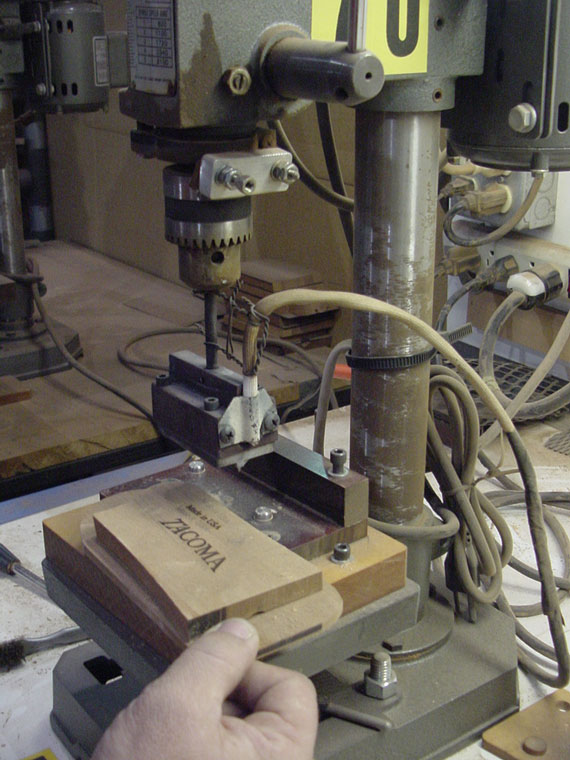
An old bench model drill press is fitted with a electrically heated branding iron.

Final sanding necks.

A bit of detailing at the end of the peghead.

Here's the door to the finishing area. Filtered air is brought in from the outside so there's always an air flow from the finish area into the main shop. This way, airborne dust doesn't enter.

Inside, the finish area is a labyrinth of rooms connected by doorways and an overhead conveyor track. Here, we can see the intense light of the U.V. curing booth, which is actually around the corner.

Necks and bodies are suspended from the overhead track, sprayed, and sent along through the flash drying booth, U.V. curing booth, and so on. In this photo we can see through the doors of three of these "rooms."

Unfortunately, most of the "line" was empty, having been unloaded for sanding the parts between coats.

On they go, down through the rooms, around the corners, and back out.

This is where the line is unloaded. We're looking at today's first spray coated necks.

Here's a rack of maple bodies awaiting sanding between clear coat applications.

Just look at this bigleaf maple. Not only is it highly figured with the "quilting" that's seen especially in bigleaf maple, but it's amazingly clear and unblemished. As he held out this guitar for us to see, he described the freeze drying process his maple supplier uses to avoid the brownish discoloration that happens by oxidation after the wood is harvested. Terry says the supplier has about 50 of those home chest type deep freezes, and he sticks the billets of maple in them immediately as they are cut. After freezing the wood goes into a huge vacuum chamber where all the oxygen is replaced with nitrogen to avoid the oxidation that causes the brown streaks and discoloration so often seen in maple.

And, as everywhere else, there's the impromptu consultation about correcting small defects in the finish.

Here a little void is cleaned before "drop filling."

Sanding between coats.

The final buffing.

Some of the lesser expensive models have their bridges glued on before finishing. This is a high gloss model, so it's completely finished and buffed before the bridge and neck are installed. A surrogate bridge is placed on, indexed by two holes previously drilled in the top. This serves to locate the routing template.

Clamped in place, the template makes it easy to use a light router to just skim off the finish.

A few seconds and the job is done. This is all the dust that's created, because only a tiny layer of wood is removed - just enough to ensure a good gluing surface.

Ready for glue up.

Using the same index holes, the bridge can't skate around as it's clamped.

Unlike the CNC or router template, this machine leaves open the possibility of a real disaster should the operator slip. It's a great big version of my favorite power tool, the 2"x 42" bench model belt sander. This one is specially made and has a curved platen against which the guitar fingerboard is held. The fingerboard is sanded perfectly straight end-to-end and given the correct radius in one operation.
It's what I call "doing it the cowboy way." One slip and the big sander would do nasty things to a guitar. But, these folks don't slip, because they're well trained and skilled luthiers.
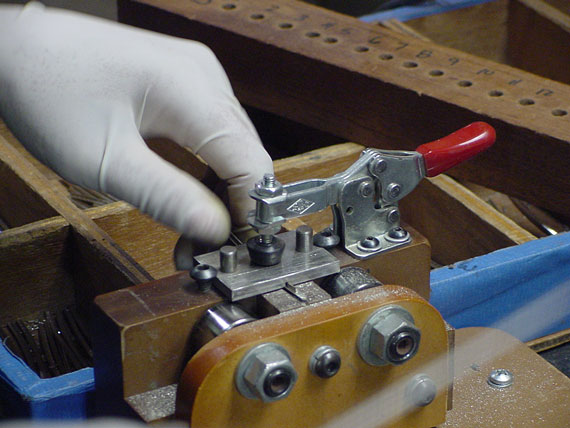
Dan Erlewine was especially taken by this little fixture. It holds the fret in exactly the right position for filing the little overhang end.
After the overhang is trimmed using the Stewart MacDonald/Collings fret tool, the fret is inserted into the holder and up against the little stop.

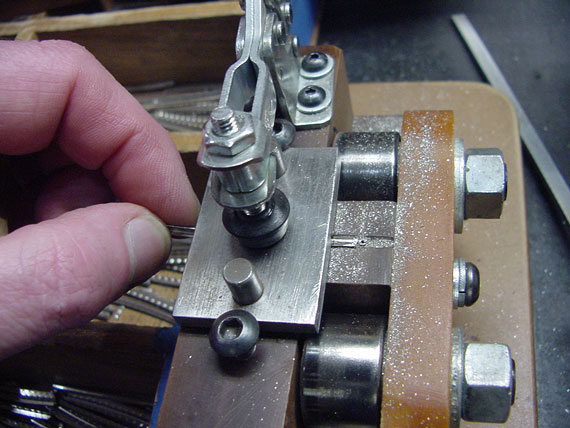
Then a quick (really quick) stroke or two with a file cleans up the overhang perfectly. There are two ball bearing guides to keep the file from cutting too deeply into the fret crown.

Frets are tapped in place just the way we individual luthiers. do the job, only lots faster. . .

That's the famous Taylor "fret buck" on the body, acting as ballast to make it possible to install the frets over the body. There's a lot of cross-pollination in this business, isn't there?

Frets are checked, leveled, and dressed. A dirty job, but we all have to do it.

This is one of the satin finished models that had finish applied right over the bridge. It's getting a bit of last minute detailing before setup.

Routing the hole for pickup and preamp controls.

Final setup and stringing.

It's a noisy place, so the final inspection area has a little soundproof booth for "buzz checking."

Here, we're looking down a rack of today's production in the final inspection area. A lot of these guitars are headed for Guitar Center.

Way off in the corner of the building are some fellows who have the job of designing, redesigning, building, rebuilding, and maintaining a lot of the equipment and fixtures.

Dan immediately gravitated to the engineers.

Here, Dan shows us that engineers can have a good time, too.

A neck work stand under development in the engineering department.
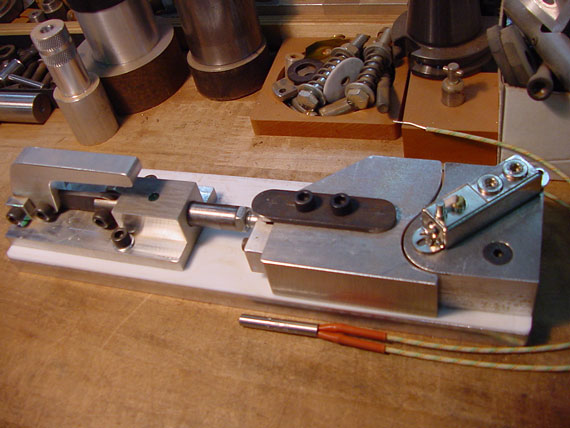
This is a miniature version of the electrically heated aluminum side benders. It will be used to bend the wooden binding for pegheads.